Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию
Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Читать также: Холодная сварка быстрого действия
Какими приспособлениями необходимо пользоваться
Стандартный станок не подходит для того, чтобы сделать хонингование. Здесь необходимо работать на специализированном устройстве. Согласно вышесказанному, расточка происходит посредством брусков. Стоит иметь в наличии около пяти или восьми штук. Дабы получить равномерную обработку, вам нужно разместить бруски на всю поверхность обрабатываемого цилиндра, При помощи привода должен быть гидравлический, вы сможете установить инструмент. Благодаря конструкции из пластмассы на бруске фиксируются зерна материала, они сделаны таким образом, что алмазное напыление самостоятельно затачивается.

Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.

недолговечность применяемых абразивов
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Что такое хонингование цилиндров двигателя
Хонингование мотора это завершающая процедура после выполнения капитального ремонта силового агрегата. Она похожа на притирку и полировку, только по сравнению с ними имеет больше эффективности.
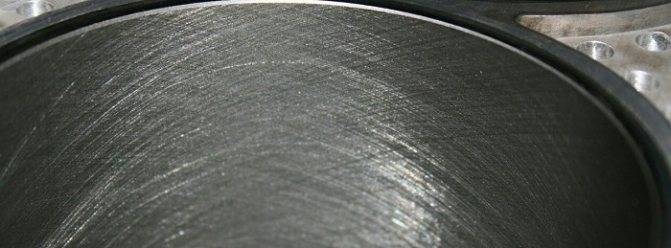
Если посмотреть на поверхность цилиндров после выполнения процедуры, то на ней будут четко видны мелкие риски в виде мелкоячеистой сетки. Большинство современных ДВС проходят такую обработку на заводе.
Мастер должен выполнить хонингование так, чтобы направление, частота и глубина рисунка было максимально выверено. Так как это завершающий этап ремонта двигателя, то его производят уже после основных работ, например, если нужна расточка цилиндров для установки поршней с увеличенным диаметром.
После основных ремонтных работ цилиндр имеет красивую идеально гладкую поверхность. Чтобы нанести нужный рисунок, мастер использует тот же токарный станок, что и при расточке с полировкой, только применяет хон – специальную насадку. Она создает требуемую структуру рисунка с нужной глубиной.
После хонинговки пара поршень-гильза будет требовать меньше времени на притирку, чем просто после ремонтной расточки. Вот какие факторы могут свидетельствовать о необходимости в данной процедуре:
- Начала падать компрессия (о том, как ее измерить самостоятельно, рассказано отдельно);
- Мотор начал расходовать больше масла. Помимо снижающегося уровня в поддоне из выхлопной трубы появится синий дым (дополнительно о причинах этого явления также рассказывается в отдельном обзоре);
- Мощность двигателя заметно снизилась;
- Плавающие обороты на холостом ходу.
Нельзя с точностью сказать, в какой момент двигатель конкретного автомобиля потребует капитального ремонта (этот вопрос рассматривается через призму капиталки, потому что отдельно хонинговать блок цилиндров экономически не оправдано). На это влияет слишком много переменных, например, стиль езды, какое моторное масло и топливо использует владелец транспортного средства, а также других факторов.
Стоит обратить внимание, что все перечисленные признаки являются косвенными. Каждый из них может свидетельствовать так же и о других неисправностях в моторе, системе подачи топлива, турбине и т.д
Чаще всего подобные проблемы при исправных сопутствующих системах возникают в машинах с большим пробегом – не менее 100 тысяч. За это время в цилиндропоршневом механизме образуется определенная выработка.
Например, расстояние от стенки цилиндра до маслосъемного кольца увеличивается настолько, что масло уже не способно создать масляный клин. По этой причине смазка остается на поверхности, а при контакте с бензином или дизтопливом растворяется, из-за чего воздушно-топливная смесь содержит посторонние вещества. Сгорая, они образуют сизую копоть.

Помимо неприятного выхлопа автомобиль с подобной проблемой значительно сбавляет в мощности из-за низкой компрессии. При выполнении такта выпуска часть отработанных газов просачиваются между кольцами и стенкой цилиндров, попадают в картер двигателя. Так как водитель будет заставлять силовой агрегат работать в привычном режиме, заметно подскочит расход горючего.
Это лишь некоторые причины, по которым потребуется работа по капитальному ремонту агрегата. Когда мастер будет выполнять все нужные процедуры (расточка цилиндра до соответствующего ремонтного размера), можно попросить сделать и хонинговку.
Основное назначение хонингования
Назначение данной операции заключается в следующем. Микрорисунок создает небольшую шероховатость на зеркале цилиндра. Она нужна для того, чтобы смазочный материал задерживался на поверхности.
Всем известно, что масло в цилиндропоршневом механизме нужно для того, чтобы снизить трение между кольцами и стенками цилиндров, а также обеспечить нужное охлаждение деталей при возникновении термических нагрузок.

В силовом агрегате, отработавшем свой ресурс, геометрия цилиндров изменяется, из-за чего снижается производительность мотора. Внутренняя часть цилиндров со временем получает задиры и шероховатость, отличающуюся от изначального параметра, выполненного на заводе.
Эти повреждения устраняются, если расточить цилиндры. Если подобная процедура уже проводилась, то размер цилиндра будет соответствовать уже не первой, а второй ремонтной величине. После того, как операция была выполнена, нужно при помощи хона сделать соответствующие насечки.
Помимо улучшения смазки поверхности цилиндров у хонингования есть еще одна цель. Эта процедура устраняет бочкообразную или конусную форму, если они образовались в процессе увеличения диаметра.
Хонингование мотора обеспечивает максимальную точность шероховатости, что сложнее достигается при помощи полировки или притирки. Чтобы впоследствии подобного ремонта ДВС обладал нужным показателям, размер ячеек и глубина насечек должна соответствовать заводским стандартам. О том, как правильно выполняется процедура, а также о нормах поговорим немного позже.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Это интересно: Что такое хребтовая рама?
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
https://youtube.com/watch?v=wRTqjtq7W8M
Ремонт помимо расточки
Расточка просто убирает царапины. Но этого мало. Стенки цилиндров должны быть ровными, но, кроме того, сам цилиндр должен быть идеально круглым. При расточке цилиндров, когда делают замеры и выбирают диаметр гильз ремкомплекта, оставляют так называемый «припуск» на хонинговку, не больше десятой доли миллиметра. Суть в том, что этот слой металла в цилиндре после расточки будет дефектным, и его нужно удалить, чтобы его остатки во время работы не спрессовались и не поцарапали стенки снова. Ведь тогда весь процесс капитального ремонта будет бессмысленным.
По сути, хонинговка является абразивной обработкой стенок цилиндра. Она так называется из-за инструмента для хонингования, который называется хоном или головкой. Такая головка вращается внутри цилиндра, одновременно с удалением дефектного слоя промывая стенки специальной жидкостью, чтобы избежать царапин и повреждений. Эта жидкость, как правило, либо чистый керосин, либо его смесь с машинным маслом. Станок для хонингования предполагает, что двигатель надёжно закреплён на станине (собственно, так же, как и станок по его расточке).
После хонинговки цилиндров кольца гарантированно сядут на них герметично, создав нужные условия для камер сгорания. Если же этого не сделать, настройки двигателя будут неверными, так как в камеру сгорания будет поступать неучтенный воздух. Такая ситуация приведёт к нештатной работе мотора, что сильно отразится на его ресурсе и сведёт на нет эффект от капитального ремонта.
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Важные требования
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.

Дополнительные рекомендации
Различные видео-инструкции, которые можно встретить в сети, описывают замену опор двигателя, как простую процедуру. Из-за этого возникает ощущение, что заменить деталь может каждый желающий, выделив на все это несколько минут свободного времени. Но практика говорит обратное. Недостаток свободного пространства и плохой доступ к деталям создают дополнительные трудности, из-за чего простая на первый взгляд работа затягивается на весь день.
Как заменить подушки двигателя
Но чтобы ремонтные работы прошли довольно быстро и эффективно, необходимо следовать несколько простым рекомендациям:
- при поднятии силового агрегата домкрат нужно ставить под колокол сцепления. Обязательно подставляется деревянная прокладка;
- нельзя поднимать мотор слишком высоко, иначе можно повредить некоторые детали или элементы кузова;
- контрольная проверка крепежных элементов на новой опоре лишней не будет;
- устанавливая подушку, нужно попасть в канавку на балке нижней шпилькой, которая есть на корпусе детали;
- правую опору обязательно должен защищать тепловой экран. В противном случае новая деталь под воздействием высоких температур от выхлопа долго не проживет.
Не ленитесь использовать WD-40
Самые примитивные, но реальные варианты
При помощи обычной дрели
Для простых и легких блоков с диаметром гильзы не более 50 мм отдельными мастерами используется самый примитивный способ – с помощью электрической дрели и маятникового хона.

Суть способа сводится к использованию в хонинговании набора наждачных шкурок с различной зернистостью, которую обертывают вокруг лапок хона и вводят в цилиндр, предварительно залитый моторным маслом. Метод прост и легко воспроизводится, если в алюминиевый блок запрессована короткая стальная гильза. Производительность и точность подобной обработки низкая и больше напоминает притирку поршня к гильзе.

Вместо специализированного мерительного инструмента в контроле цилиндра блока используют ремонтный поршень. После проведения двух-трех проходов обработку прекращают для измерения полученного размера гильзы цилиндра. Если смазанный моторным маслом поршень входит в промытую гильзу с небольшим усилием, то обработку хонингованием прекращают.
Обработка гильзы блока двигателя с использованием сверлильного станка
Более точный и продуктивный способ хонингования гильз можно освоить, если у вас есть сверлильный станок на тяжелой станине с мощностью привода не менее 800-900Вт.
Для получения качественного результата обработку необходимо проводить с использованием самодельного или промышленного хона, рассчитанного на диаметр гильзы вашего двигателя.
Для управления процессом следует предварительно промерить диаметры гильзы в нескольких местах.

Процедура проводится в следующем порядке:

Обработка применяется не только для гильзы. Достаточно часто она используется для шлицевых соединений и даже для наружной поверхности поршневых колец. В отдельных случаях ресурс маслосъемных колец после специальной формы хонингования повышается на 100-150%.
На видео хонингование цилиндров своими руками:
Технология хонингования цилиндров
Весь процесс проходит в две фазы. Во время первой используется более крупный абразив. Этот этап называется черновым. Финишный этап требует уже мелкозернистого инструмента. Он одновременно доводит поверхность цилиндров до идеального соотношения гладкости и шероховатости.
Раньше для данного процесса использовались керамические абразивы, закрепленные на брусках. На сегодняшний день зарекомендовали себя алмазные аналоги. Причина тому – большая устойчивость материала к длительной механической нагрузке.

Современное оборудование оснащается хонами, которые способны изменять диаметр. Такая технология позволяет избежать расточки цилиндров на токарных станках. После выполнения обработки диаметр цилиндра может незначительно измениться, но в допустимых ремонтных пределах.
Немного внимания следует уделить обработке двух разных типов двигателей. Ремонт гильзовых модификаций немного отличается от идентичной процедуры для безгильзовых аналогов.
Безгильзовые двигатели
Проще всего хонинговать классические безгильзовые моторы. Для этого блок демонтируется и устанавливается на станок. Корпус зажимается, на хоне выставляется требуемый параметр и подводится охлаждающая жидкость.
В зависимости от того, какой инструмент используется, а также до каких пределов нужно выполнять обработку, время на операцию будет отличаться
Мастеру важно убедиться, что патрон будет перемещаться в строго вертикальном направлении, а блок закреплен максимально прочно, чтобы он не шатался

Результат хонинговки контролируется нутромером (инструмент, который замеряет внутренний диаметр по всей длине изделия). В более серьезных мастерских даже используются приборы, определяющие уровень шероховатости обработанной поверхности.
Гильзовые двигатели
Особенность таких моторов в том, что капитальный ремонт в них немного упрощен. Автовладелец приобретает комплект гильз для блока конкретного силового агрегата
Важно убедиться, что эти запчасти прошли процесс хонингования. В противном случае изделие не прослужит длительное время
Когда покупается подобная продукция, изготовитель может заверять, что изделие готово к монтажу, и его не нужно подвергать дополнительной обработке. Так как капиталка двигателя – дорогостоящая процедура, лучше в этом лично убедиться. Нужно попросить мастера проверить, действительно ли на заводе-изготовителе были соблюдены все параметры для данного типа изделий.

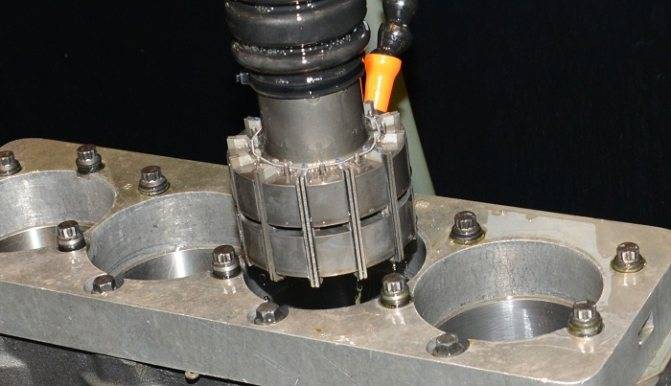
Для обработки гильз в мастерской должен быть специальный зажим, напоминающий корпус блока цилиндров. Он фиксируется на станине станка с соответствующей силой затяжки болтов, чтобы не повредить сами гильзы, но при этом не позволить их смещение.
Обработка новых гильз проводится в четыре этапа:
- Снимается черновой слой металла (в некоторых случаях их растачивают);
- Хонингование абразивом с зерном 150;
- Аналогичная операция с меньшим зерном (от 300 до 500);
- Очистка поверхности от металлической пыли при помощи нейлоновых щеток с применением пасты, в состав которой входят кристаллы кремния.




