Притирка клапанов. Как правильно сделать
Притирочная паста
Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик за 100 рублей сойдет, другим подавай только профессиональную.
«Шарошка» для снятия металла
Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.Нужны ли шарошки? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.

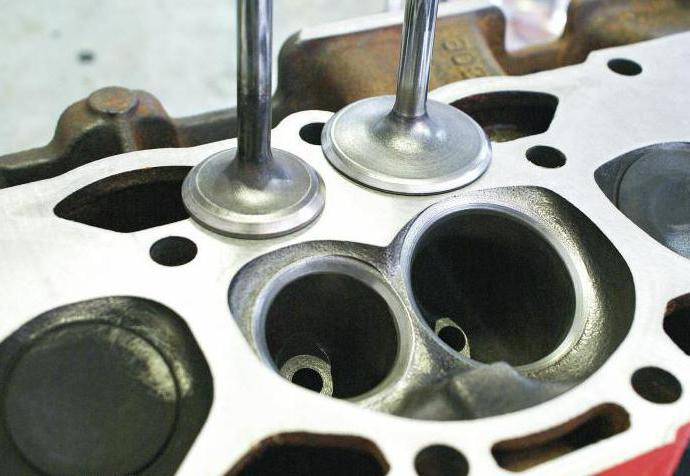
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.

Нанесите на рабочую фаску клапана тонкий слой притирочной пасты

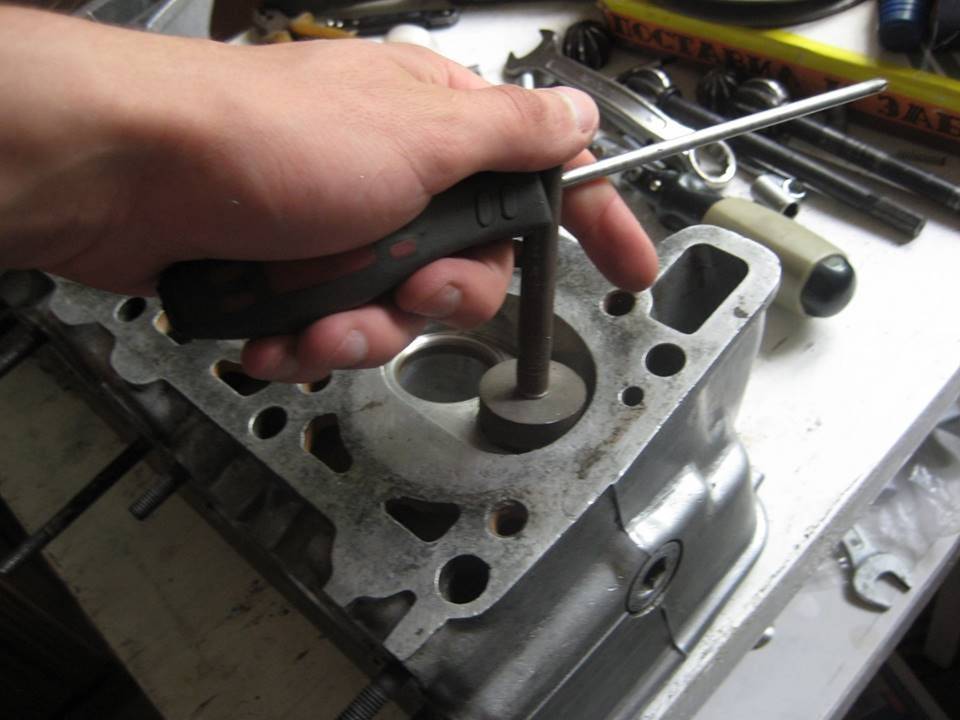
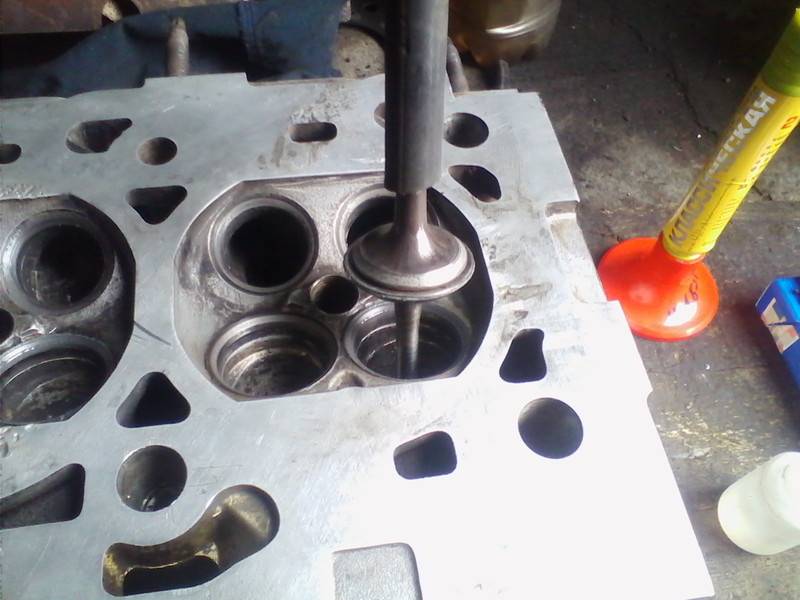
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
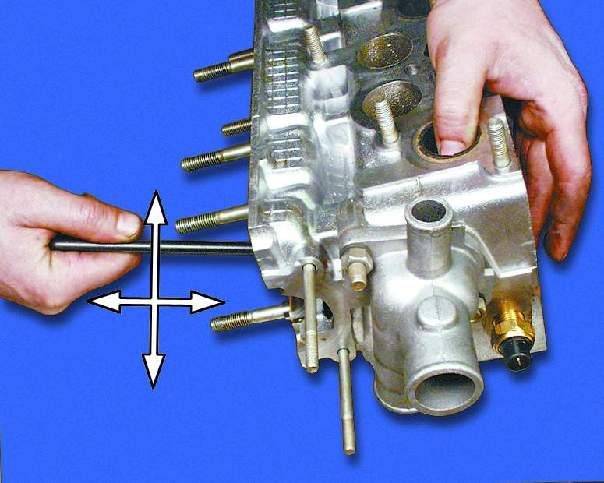
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу

Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.










Как проверить герметичность клапанов после притирки?
Притирка клапанов — важная процедура, которую необходимо проводить каждый раз при снятии ГБЦ, либо замене клапанов. Притирка восстанавливает герметичность старых и создает герметичность закрытия новых клапанов.
Но мало притереть клапана. После притирки необходимо убедиться в их герметичности. Иначе, вся работа будет зря. Просто представьте себе ситуацию, что вы собрали двигатель, завели, а он троит. А вся проблема в том, что герметичность клапана была недостаточной. Поэтому, перед сборкой, проверяем качество закрытия.
Один из самых популярных методов проверки герметичность связан с использованием такой жидкости, как керосина. Хотя, подойдет любая другая текучая жидкость, которая не навредит металлу.
С ГБЦ желательно снять коллектора, а затем укладываем ее так, чтобы выпуск или впуск смотрели вверх, а клапаны смотрели на вас по горизонтали. Для тех, кто не понял, фото ниже.
В отверстие впуска или выпуска заливаем жидкость, чтобы она заполнила всю полость, где открывается клапан. Таким образом, можно убедиться в качестве его закрытия. Жидкость не должна вытекать ручьем из закрытого клапана, при этом, допускается небольшое убывание, но очень медленное. Многие пытаются притереть клапана так, чтобы он был полностью герметичным и жидкость совсем не уходила, но это не обязательно, небольшое и медленное подтекание допустимо.
Затем переворачиваем ГБЦ на другой бок (если был впуск, то переворачиваем на выпуск) и поверяем другой ряд клапанов подобным образом. К примеру, до этого мы проверяли выпускные клапаны, а теперь проверим впускные. Так же проливаем их керосином.
Есть и другой метод — проверить все клапаны сразу. Кладем головку, как на фото ниже и заливаем жидкость прямо на клапаны.
Данный метод позволит наглядно убедиться в скорости убывания жидкости, но не скажет точно, какой именно клапан подтекает.
Источник
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к «телу» ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.







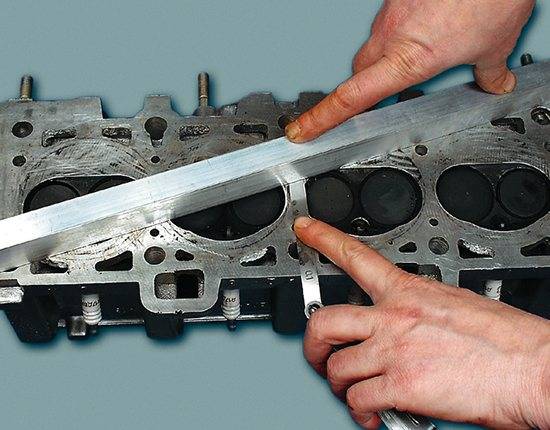
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.
7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют «проливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.

Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
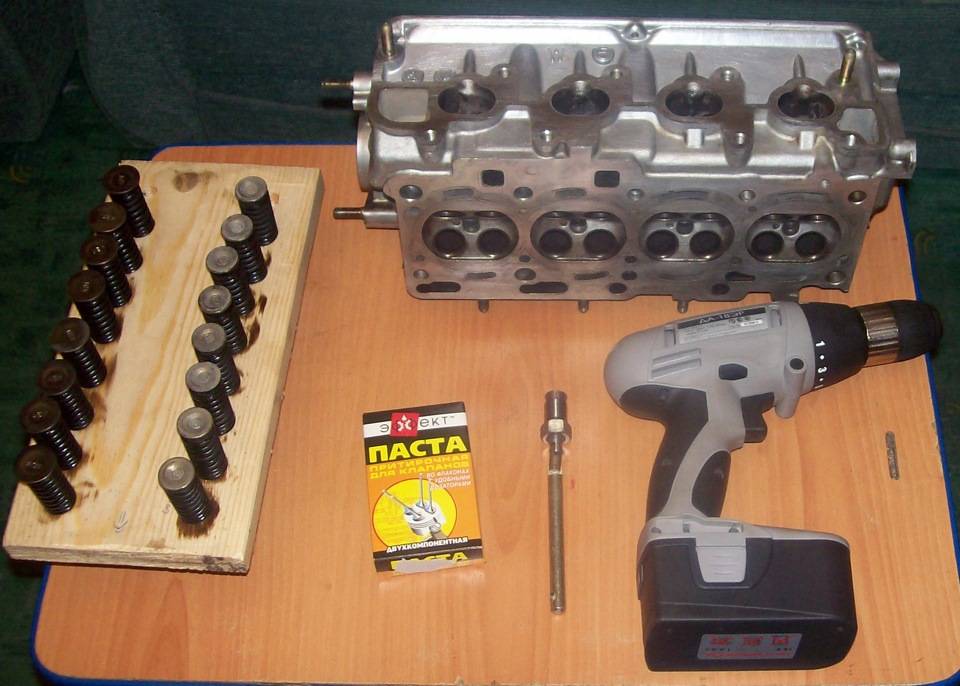
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
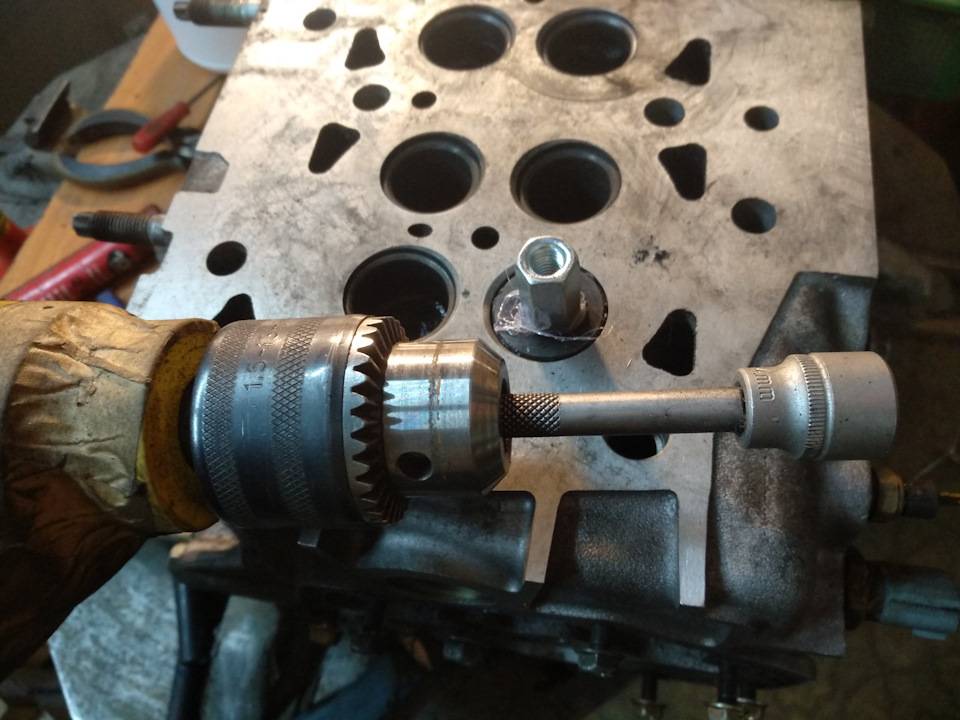
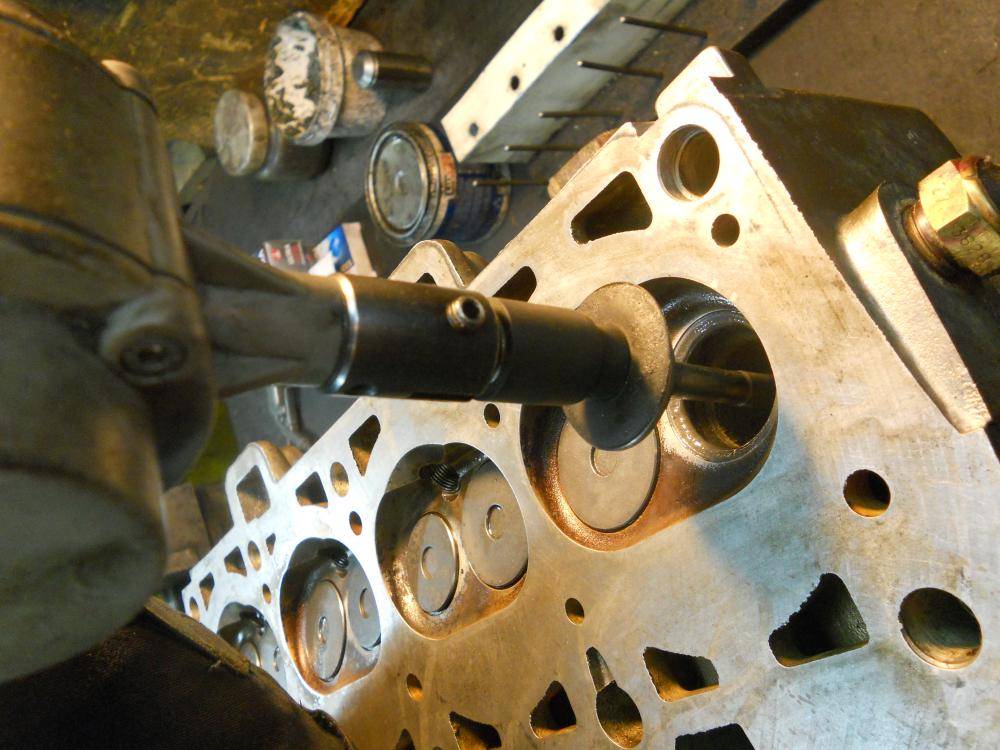
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Как проводится притирка клапанов?
Что такое компрессия? Это давление в камере сгорания в конце такта сжатия. Оно может стравливаться через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает исключительно замену, а во втором — вполне можно обойтись и без этого. Рассмотрим такие ситуации на примере двигателя ВАЗ.

Прежде всего, стоит сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется нагар, который не дает им полностью закрываться. Таким образом, притирка клапанов позволяет избежать данной неисправности. Как определить, что им требуется притирка? Ответ прост. Если упала компрессия в цилиндрах, то такая операция просто необходима. Дело в том, что притирка клапанов нужна таким двигателям, ресурс которых уже немного исчерпан, а агрегат уже далеко не полон сил.
Изначально между седлом и пояском клапана образуется зазор из-за износа последнего. Поскольку «хлопок» при закрытии довольно сильный, со временем кромка сбивается и нарушается геометрия прилегания. Затем в зазор попадает несгоревшая смесь, которая попросту коксуется на поясках клапанов, что делает зазор еще больше. Как правило, такие проблемы случаются в основном с выпускными клапанами, поскольку впускные «шлифуются» входящими потоками. Кроме того, здесь нет препятствий потоку воздуха, да и в момент, когда температура максимально высока, клапаны находятся в закрытом состоянии.

Теперь непосредственно о том, как производится притирка клапанов. ВАЗ категорически запрещает владельцам данных автомобилей выполнять притирку дрелью. По их словам, так невозможно произвести нужное усилие. Но дело в том, что усилие-то как раз и не требуется. Если его прикладывать, то седло сточится неровно. В этом случае клапан будет неточно центрован, что приведет к появлению зазора с одной стороны. Это чревато вышеописанными последствиями. И все же притирка клапанов дрелью не может быть настолько эффективной, насколько это возможно при использовании специального набора.









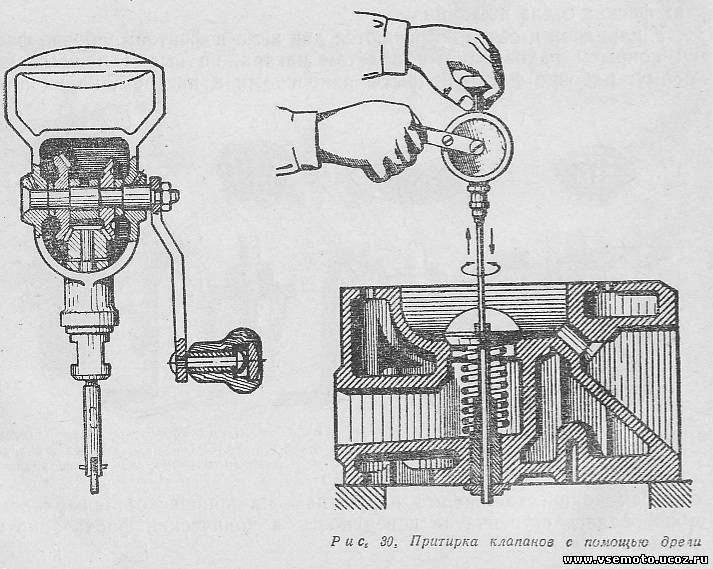
Она производится в три этапа. Их очередность зависит от зернистости притирочной пасты, которая меняется в процессе. Если притирка клапанов производится дрелью, то в нее зажимается штифт такого же диаметра, что и стержень. Один конец шланга надевают на этот штифт, а другой — на клапан. Затем седло и поясок смазываются пастой, после чего выставляются небольшие обороты вращения. Если они будут слишком маленькими, то это не страшно — немного увеличится время работы.

Если же они будут велики, то есть риск перегреть и седла, и клапаны. Тогда на них появится характерная синяя полоска. Это верный знак перегрева. После первоначальной обработки стирается паста, потом натирается следующая, меньшей зернистости. После применения третьей пасты поверхности тщательно протираются с керосином. Затем нужно их смазать моторным маслом и повторить процедуру притирки, соблюдая «скоростной режим». Это обеспечит максимально плотное закрывание.
Ну вот, после этого компрессия в цилиндрах заметно возрастет. Следует помнить, что двигатели, степень сжатия которых меньше 8, очень чувствительны к ней. Это сильно сказывается на простоте эксплуатации, поэтому притирку клапанов можно проводить даже между ремонтами, например, через 20 000 км пробега.
Способы обкатки мотора
Описанный выше алгоритм – классическая естественная обкатка. Но кроме этого, существует ещё как минимум три способа притирки деталей отреставрированного силового агрегата:
- метод холодной обкатки, производимый с использованием специального стенда;
- холодная обкатка, выполняемая без стенда;
- метод горячей притирки деталей двигателя.
Рассмотрим особенности каждого из перечисленных способов.
Обкатка на стенде
Разумеется, сам стенд – оборудование очень дорогое. Его могут позволить себе только крупные СТО, но зато благодаря его использованию удаётся получить полный контроль над всеми технологическими этапами обкатки.
В этом случае силовой агрегат устанавливается на стенд и запускается посредством соединения с карданным валом, который, в свою очередь, приводится в движение электромотором, считающимся ведущим по отношению к мотору автомобиля.
Специальный прибор, именуемый энкодером, контролирует частоту вращения ведущего двигателя, несколько менее точные показания фиксирует тахометр. Стендовое оборудование работает под управлением микропрограммы, регулирующей параметры работы электромотора, опираясь на показания датчиков.
Совокупная длительность работы пары ведущий/ведомый мотор определяется составом работ, выполненных в рамках капитального ремонта автомобиля. В частности, для нормальной притирки новой цилиндропоршневой группы требуется примерно три часа непрерывного вращения обоих двигателей.
Результат такой холодной притирки предполагает, что удалось добиться следующих показателей:
- при работе СА на ХХ (на оборотах, не превышающих 600 в минуту) обороты стабилизируются;
- нажатие на педаль акселератора в этом же режиме не приводит к перебоям в работе ведущего двигателя, и он не должен при этом глохнуть.
Отметим, что приобретения дорогостоящего стенда для проведения холодной обкатки недостаточно – нужен ещё и специалист, который отлично разбирается в нюансах выхода на определённый режим, в беспрекословном соблюдении технологии притирки деталей.
Бесстендовая холодная обкатка
Он заключается в буксировании автомобиля на третьей передаче, но при заглушенном двигателе, на протяжении 2-3 часов. До начала обкатки автомобиль заправляют всеми необходимыми техническими жидкостями, включая масло и антифриз/тосол.
Хотя специалисты не советуют использовать этот метод, он получил широкое распространение в среде гаражных мастеров ремонта.
Горячая обкатка
Производится непосредственно на автомобиле, но на обездвиженном. Характеризуется возможностью контроля качества сборки силового агрегата после проведения капремонта и нивелирования мелких дефектов, допущенных при производстве деталей и узлов, установленных вместо изношенных. Что хорошо – данная технология может быть использована и в гаражных условиях. Алгоритм холодной обкатки:








- запускаем мотор, устанавливаем обороты на уровне режима холостого хода;
- даём проработать порядка 3-4 минут, глушим мотор на примерно такой же интервал времени. Повторяем цикл 10-15 раз. Остановка двигателя нужна для того, чтобы не допустить локального перегрева силового агрегата;
- снова заводим мотор, устанавливаем обороты на показателе 1200 об/мин, постепенно увеличиваем их до примерно 50% от максимального уровня. Рассчитываем увеличение оборотов таким образом, чтобы общая продолжительность работы силового агрегата составила 45-50 минут.
Во время последнего этапа особенно внимательно следим за температурой двигателя, если она неконтролируемо поднимается – следует заглушить мотор, дать ему остыть и только после этого запускать вновь. Если всё в норме, проверяем уровни техжидкостей и наличие/отсутствие их подтеканий, измеряем компрессию цилиндров. Наконец, после завершения обкатки заново выставляем зажигание и регулируем зазоры клапанов.
Естественная обкатка двигателя
Саму последовательность проведения классической обкатки мы уже приводили. Стоит отметить, что независимо от сложности и состава проведения восстановительных работ, обкатку следует проводить исключительно в щадящем режиме, даже если вы ограничились только заменой цепи (разумеется, совокупный пробег в этом случае будет минимальный, порядка 500 километров).
Движение на пятой передаче нужно исключить, трогаться следует очень плавно
О важности заливки качественного моторного масла мы уже говорили, но не менее важно использование и хорошего топлива – по крайней мере, до завершения периода обкатки
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.

Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Главная →
Практические советы →
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.









Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.




