Устройство блока цилиндров двигателя — коротко и понятно
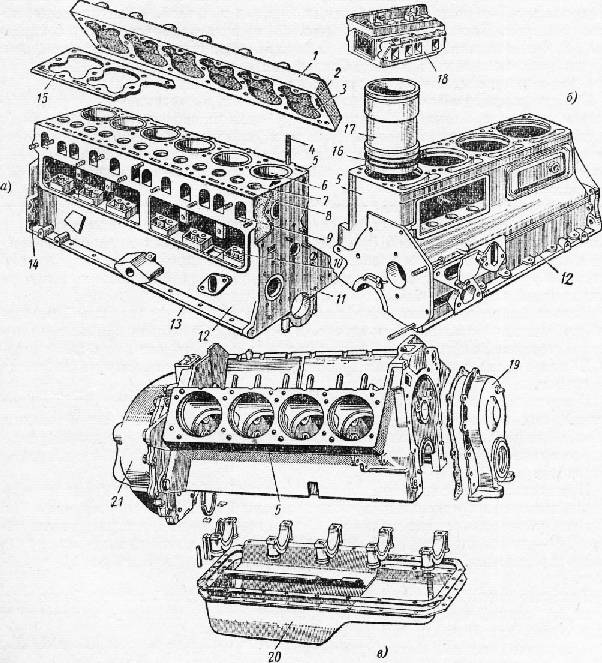
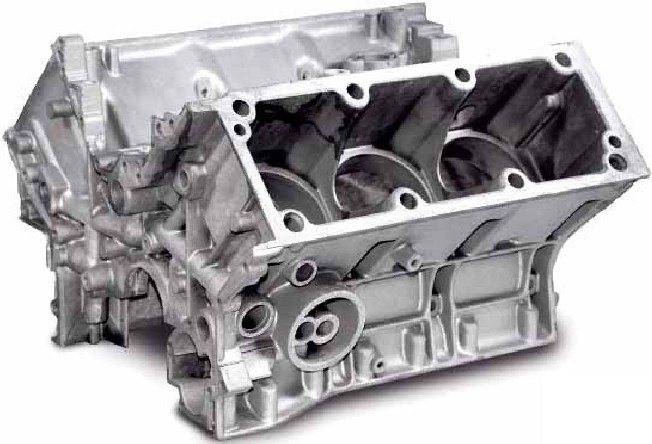
Основой поршневого двигателя внутреннего сгорания является блок цилиндров. Блок цилиндров двигателя применяется на ДВС с 2 или более цилиндрами. Выполняется блок цилиндров в виде одной цельнолитой детали, которая предназначена для следующих функций: объединяет все цилиндры двигателя, является основой для навесных деталей (ГБЦ, картер) и имеет внутри конструкции места (постели) для коленвала, каналы для систем смазки и охлаждения.
Из чего изготавливается блок цилиндров
Наиболее распространенным материалом для изготовления блока цилиндров двигателя является чугун. Это традиционный материал. Следующим по списку идёт алюминий в виде различных сплавов. Наиболее редкий материал для блока цилиндров – магниевый сплав.
- Чугун имеет такие положительные характеристики, как жёсткость и малая чувствительность к перегреву двигателя. Блок цилиндров, устройство, которое работает в постоянной смене температурных режимов, поэтому чугунный блок здесь лидирует. При этом есть большой минус чугунного блока – большая масса.
- Алюминий имеет такие положительные свойства, как отличное охлаждение двигателя и маленькая масса. Особенностями алюминиевых блоков является подбор и установка гильз. Наиболее распространенными сегодня является технология Locasil – запрессовка гильз из алюминий – кремния и Nicasil – никелевое покрытие. Недостаток второй технологии – она не ремонтнопригодна. Блок цилиндров никосиловой технологии не подлежит расточке, а меняется в сборе. Это накладно для владельца автомобиля.
- Магниевый сплав не применяется для конвейерного производства блока цилиндров в силу своей дороговизны. Хотя, является идеальным сочетанием жёсткости и крепости чугуна и лёгкости алюминия.
Основные составляющие блока цилиндров
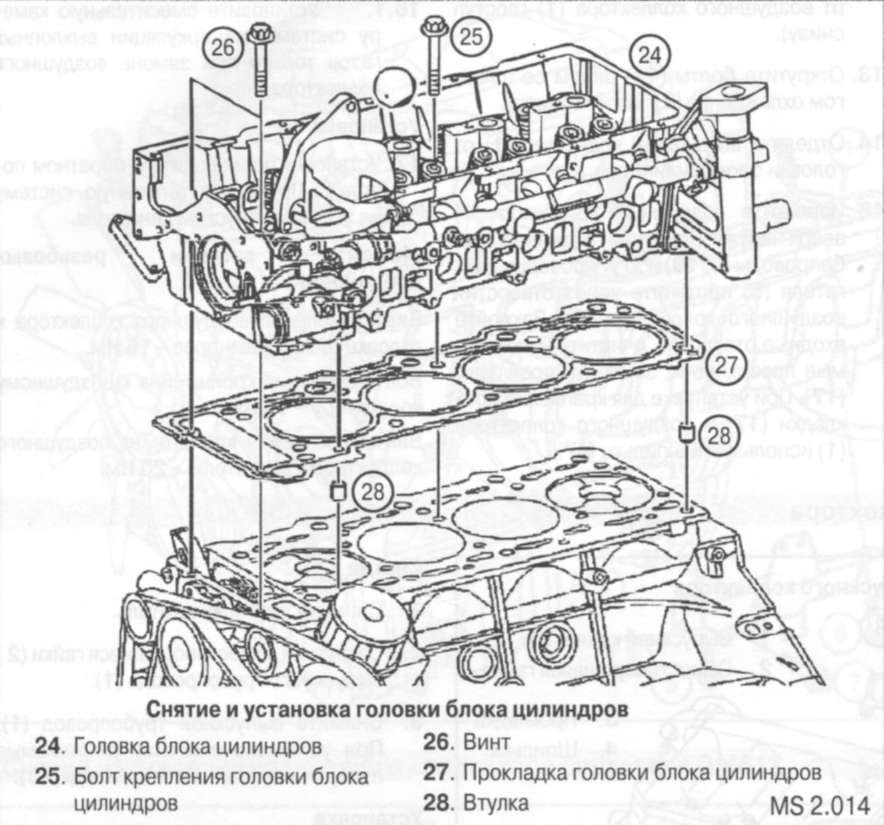
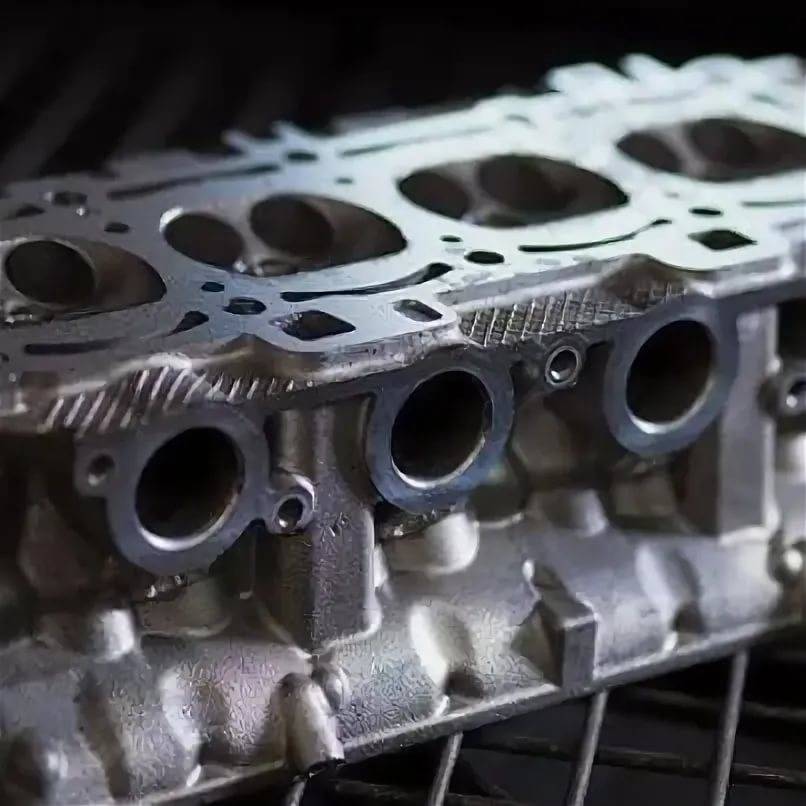
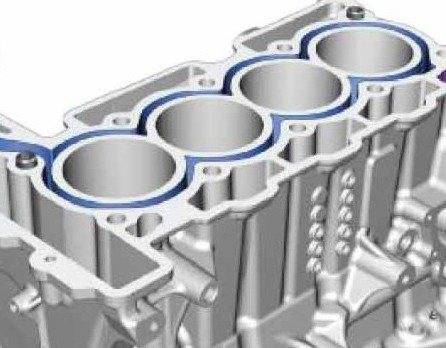
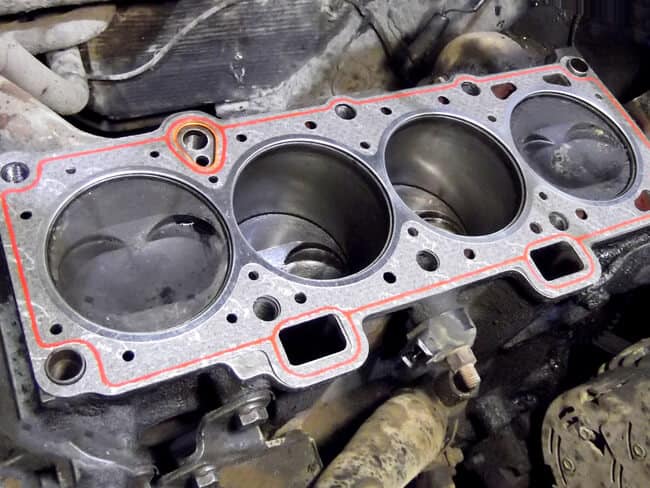
- Головка блока цилиндров (ГБЦ). Крепится сверху блока при помощи направляющих шпилек и болтов крепления ГБЦ. Между ГБЦ и блоком цилиндров находится очень важная деталь – прокладка блока цилиндров.
- Прокладка блока цилиндров бывает асбестометаллической, бесасбестовой или металлической.
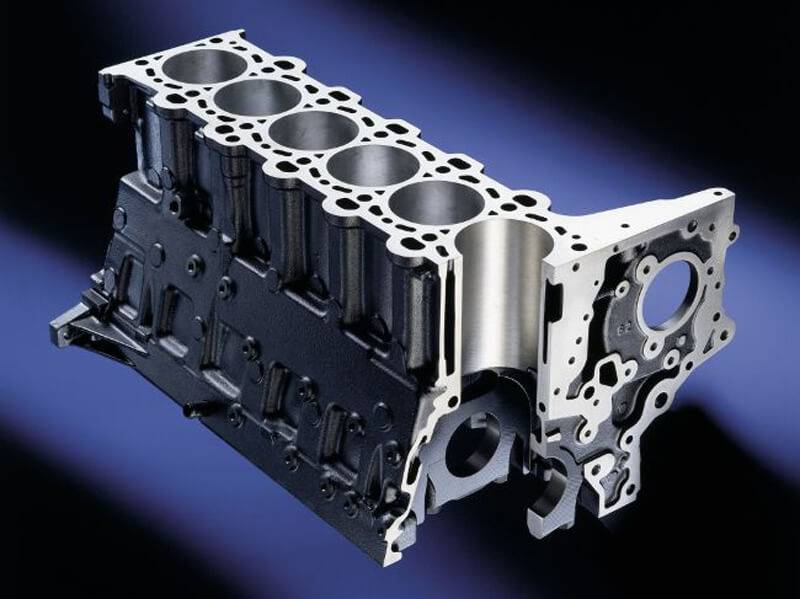
- Цилиндр двигателя – это гильзы, которые применяются в двух вариантах: впрессованные непосредственно в блок цилиндров промышленным способом (как правило для алюминиевых блоков); гильзы съёмные: «мокрого» и «сухого» типов.
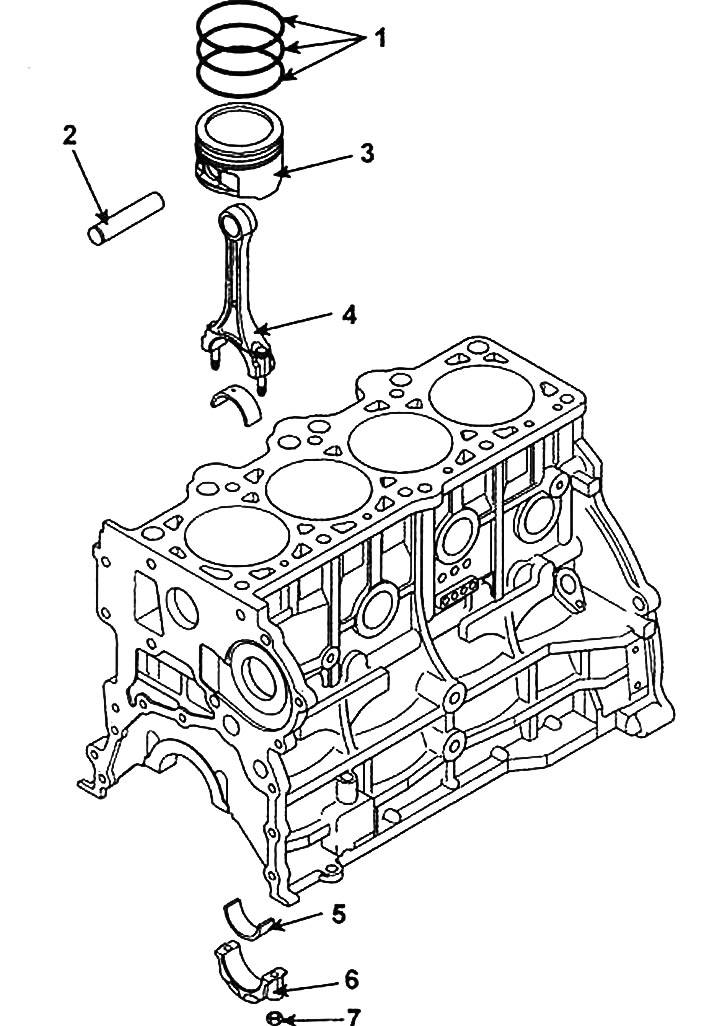
- Картер. Является конструктивной нижней частью блока цилиндров. Выполняет функцию корпуса для КШМ (кривошипно-шатунного механизма). Снизу картер закрывается поддоном картера.
В самом корпусе блока цилиндров устроены отверстия и каналы для систем смазки и охлаждения двигателя. Сливная пробка блока цилиндров предназначена для слива охлаждающей жидкости, в то время как для слива моторного масла, существует пробка в поддоне картера.
В полости блока цилиндров существуют места для размещения привода распредвала. Это место спереди закрывает крышка блока цилиндров. В нижней части блока располагаются опоры для коренных подшипников коленвала. Успехов вам в постижении тайн устройства блока цилиндров двигателя.
Расточка и гильзовка блока цилиндров
После появления дефектов и выработки на стенках применяют расточку цилиндров. Со стенок снимается металл определенной толщины, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Число расточек ограничено, так как объем постепенно увеличивается, а прочность снижается.
После максимального числа расточек применяют гильзовку. Это сложный процесс, который можно сделать только при наличии специального оборудования. «Мокрые» гильзы поменять намного легче, даже в полевых условиях. Если установлены «сухие» гильзы или это монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а новая гильза охлаждается. Так достигается наиболее плотная и точная посадка.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Рекомендуем: Почему низкий уровень масла в моторе, какие могут быть последствия?
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.









Восстановление блока цилиндров гильзами ремонтного размера
При значительном повреждении рабочей поверхности гильзы, или необходимости восстановления БЦ с гильзами крайнего размера ремонтного, гильзы можно заменить. Они просто растачиваются до полного их удаления.Новым гильзам необходимо иметь наружный диаметр на 0,05 – 0,07 мм. больше посадочного места в блоке и упорный выступ вверху. Такой натяг и нанесение герметика вверху и внизу гильзы при её установке, не даёт охлаждающей жидкости просочиться в цилиндр и поддон. Так же посадка гильзы с натягом обеспечивает хороший отвод тепла от её стенок к алюминиевому блоку. Но при посадке чугунной гильзы в алюминиевый блок с таким натягом нельзя применять запрессовку.Дело в том, что чугун гильзы твёрже алюминия блока и при прессовании легко образует задиры. В районе задира стенка гильза не прилегает своей поверхностью к посадочному месту. В этом месте не будет отводиться тепло и может возникнуть местный перегрев. Кроме того, при расточке и хонинговании гильзы после её запрессовки, стенка гильза в месте не прилегания к посадочному месту будет «дышать», ухудшая точность обработки рабочей поверхности. Выход из этой ситуации, установка «от руки» гильзы, охлаждённой в жидком азоте в нагретый блок цилиндров.
Преимуществами алюминиевых блоков цилиндров с сухими гильзами
Преимуществами алюминиевых БЦ (блоков цилиндров) с сухими гильзами являются меньший вес мотора с таким блоком, его более быстрый прогрев и меньший объём антифриза, требующийся для нормального охлаждения, по сравнению с моторами на основе чугунного БЦ.Однако разница коэффициентов расширения алюминиевого поршня и чугунной гильзы при нагреве во время работы мотора никуда не делась. Из-за этой разницы, промежуток промеж цилиндра и поршня нельзя уменьшить менее 0,025 – 0,04 мм. По причине постоянного изменения зазора (при запуске холодного мотора, зазор больше, а после нагрева до рабочей температуры, уменьшается), скорость износа поршневой группы не отвечала современным требованиям. Как следствие, повышенный угар масла, мешающий выполнять современные нормы экологии двигателем.
Изготовление поршня из алюминия покрытого железом
Что бы как можно больше уменьшить промежуток промеж цилиндра и поршня, нужно делать их из металла с одинаковым тепловым расширением, т.е. из алюминия. Но алюминий по алюминию работать не может. Из-за его низкой твёрдости, при работе алюминиевого поршня по алюминиевому цилиндру, происходят задиры вплоть до заклинивания.Фирма Mahle решила эту проблему, покрыв алюминиевый поршень тонким слоем (порядка 0,03 мм.) железа.
Такой поршень нормально работает по алюминию цилиндра. Поскольку расширение алюминиевых поршня и цилиндра одинаковы, стало возможным сделать зазор между ними не более 0,02 мм. Для повышения износостойкости цилиндров, в алюминиевом сплаве БЦ увеличили содержание кремния более 18%.При изготовлении такого блока после расточки цилиндров, применяется химическое травление их стенок, для оголения кристаллов кремния на их поверхности. Такое покрытие производитель назвал Silumal.
Расточка и хонингование алюминевых блоков Silumal
Ремонт таких блоков цилиндров производится так же, как и чугунных, расточкой до ремонтного размера и последующим хонингованием.Однако хонингование алюминиевых блоков сильно отличается от чугунных. Обработка обычно делается в три приёма. При этом применяются бруски с разными размерами абразива.От самого крупного к самому мелкому. Абразивные частицы таких брусков содержат карбид кремния, т.к. при хонинговании нужно резать не только мягкий алюминий, но и очень твёрдый кремний. Так же состав покрытия брусков хон-головки не позволяет прилипать к ним алюминиевой стружке, которая может стать причиной основательных задиров на стенке цилиндра. После хонингования нужна ещё одна операция.Надо оголить кристаллы кремния. Вместо химического травления, при ремонте применяют полировку специальной силиконовой пастой с содержанием небольшого количества кремния. При этом снимается тонкий слой алюминия (0,001мм.), а кристаллы кремния на стенках цилиндра не затрагиваются.Все самое интересное и актуальное Вы можете узнать на нашем сайте quality21.
Ремонт и обслуживание
В среднем ремонт ДВС модификаций ВАЗ 2109 делается по пробегу. Такой показатель составляет около 200000 км пробега. Капитальный ремонт двигателя проводиться аналогично любому жигулевскому силовому агрегату. Поскольку, по сравнению с Волговским двигателем Вазовский достаточно маленький, то зачастую автомобилисты переборку делают у себя в гараже своими руками.
Движок 2109 является хорошо ремонтнопригодным, поскольку чугунный блок достаточно тяжело разрушить, а стоимость головки низкая, что позволяет дешево и без особых затрат отремонтировать ДВС своими руками. Еще одним позитивным фактором в ремонте является то, что силовой агрегат прост в конструкции и даже неопытные автолюбители способны провести мелкий ремонт движка ВАЗ 2109 своими руками.
К основным проблемам, с которыми многие сталкиваются можно отнести: замена масла в двигателе ВАЗ 2109, замена свечей зажигания и высоковольтных проводов, а также переборка и настройка карбюратора. Кстати, почти все моторы комплектовались отличным впрысковым элементом, который все знают как «Солекс».
Еще один вопрос, который часто задают автолюбители, сколько масла нужно вливать в мотор? Этот показатель зависит от типа мотора. Например, для ВАЗ-21081 — это будет один показатель, а для ВАЗ −11183-20 — совсем другой. Поэтому, если автомобилист хочет знать — сколько масла в его силовом агрегате, нужно заглянуть в техническую документацию.
Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
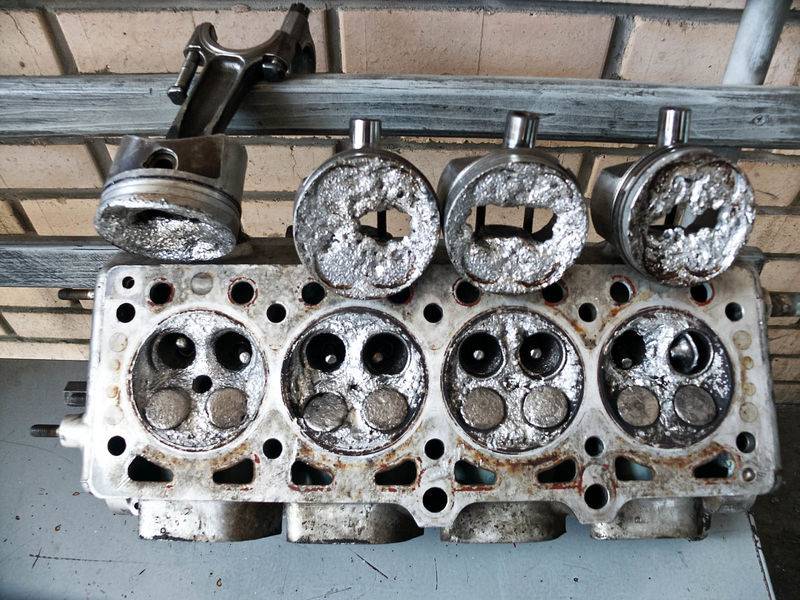
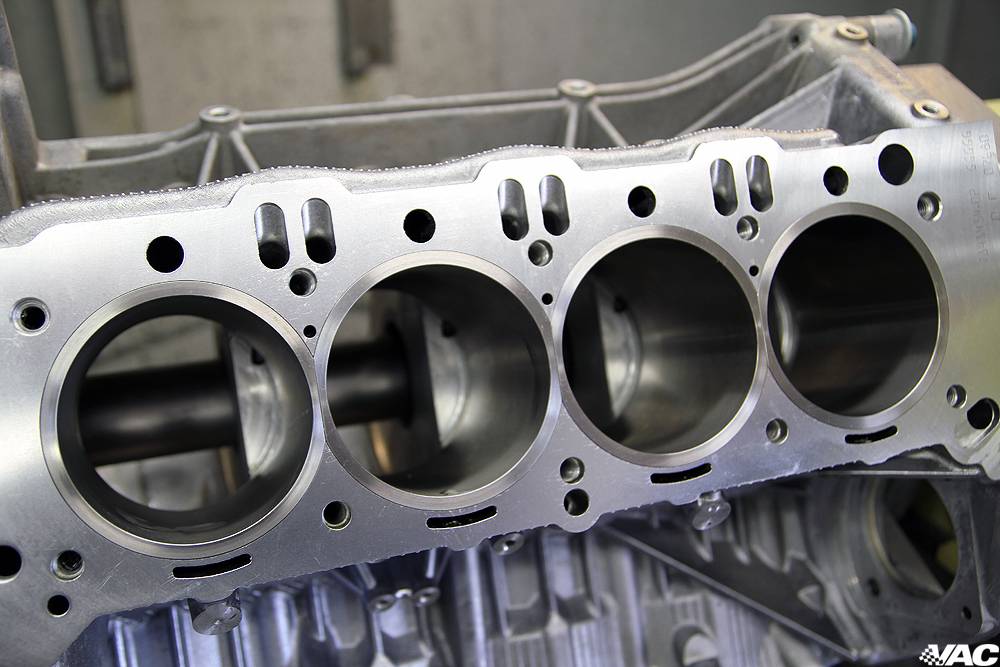
Устройство блока цилиндров
Сами цилиндры вырезаются в блоке при помощи токарного станка.
Они должны быть гладкими и устойчивы к износу и высокой температуре. Гладкость придается при помощи процедуры хомингования, прочность – при помощи термообработки металла.

На двигателях старого образца цилиндры «гильзовались» – внутрь просверленного отверстия цилиндра вставлялась гильза, внутри которой поршень совершал возвратно-поступательные движения.
На современных автомобилях цилиндры «гильзуют» только в критических случаях капитального ремонта ДВС.
Проблемы с блоком связаны в основном со стачиванием стенок цилиндров в процессе эксплуатация двигателя.
Чтобы избежать повышенного износа стенок цилиндра, а также деталей цилиндропоршневой группы, необходимо регулярно менять смазочные и фильтрующие материалы.
При определении износа цилиндра используется термин «выработка на цилиндре».

Она измеряется специальным прибором – нутрометром, которые могут быть…
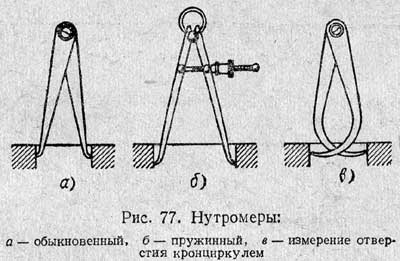
Если выработка превышает предельно допустимое значение, то блок цилиндров отправляют на расточку до следующего ремонтного размера поршней.

Если цилиндры изношены настолько, что расточка не поможет, то их загильзовывают.
Однако к этому методу прибегают редко, и блок полностью заменяют на новый.
После расточки блока обязательно уточните у токаря, под какой размер поршней расточены цилиндры (если вы сами ему об этом не сказали), чтобы приобрести поршни нужного ремонтного размера.
В противном случае блок вам долго не прослужит, и через пару тысяч километров пробега вы вновь вернете его на токарную обработку.
Помните, что при ремонте блока ошибка в 0,1 мм может оказаться фатальной. Поэтому заранее запаситесь терпением и необходимым инструментом
Особенно важно иметь под рукой микрометр.
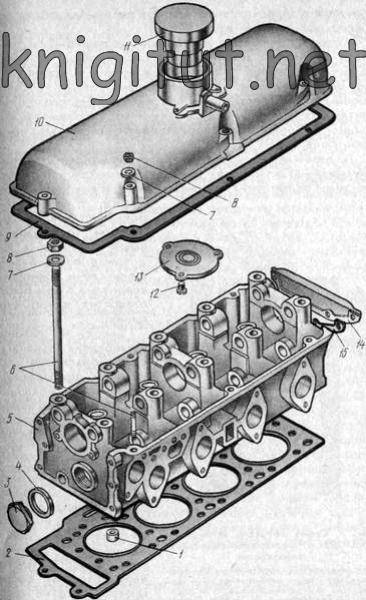
Любой мотор имеет сложную структуру, каждый элемент которой необходим для выполнения определенной задачи. Один из таких элементов – головка блока цилиндра.


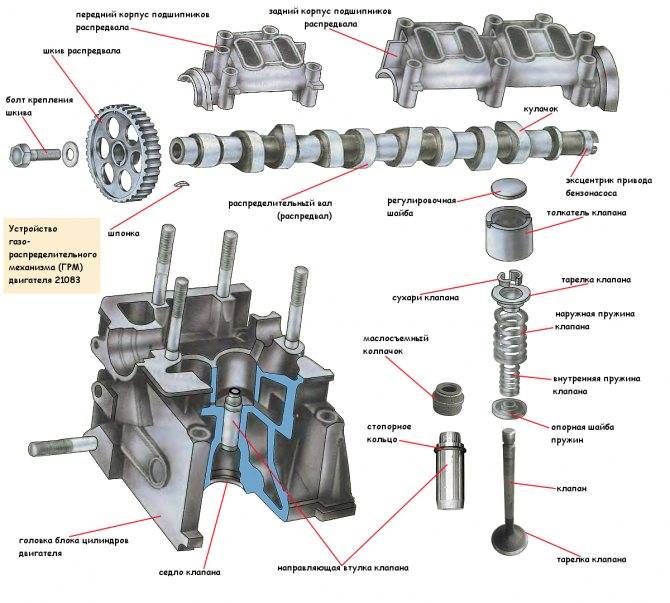



ГБЦ является главным узлом в любом автомобиле или мотоцикле. Устройство необходимо для того, чтобы контролировать в двигателе внутреннего сгорания вывод газов. По своей природе головка блока цилиндров является крышкой, закрывающей сам блок. Крышка гбц создаётся из алюминиевых сплавов, также она может быть изготовлена из чугуна. На производстве головку блока цилиндров подвергают процессу искусственного старения. Количество ГБЦ напрямую зависит от типа ДВС, если он V-образного типа, на каждый ряд используется отдельная головка.
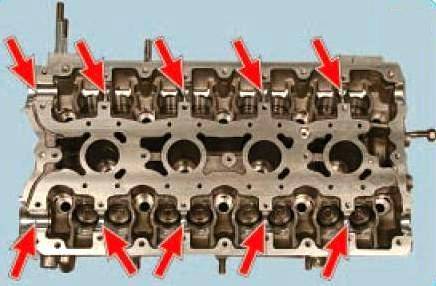
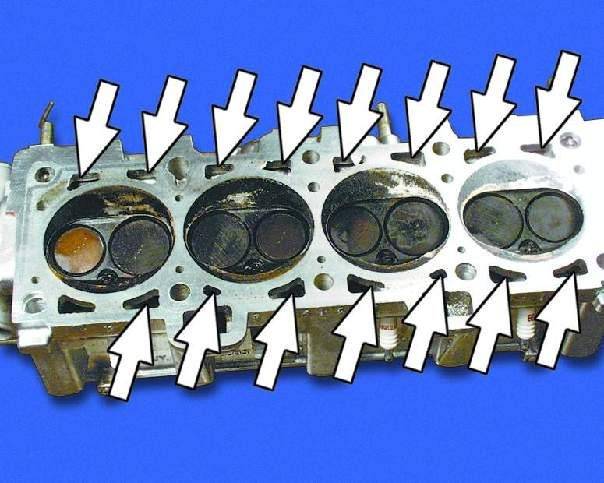
Установка и фиксирование головки цилиндров осуществляется при помощи штифтов, которые предназначены для закрепления детали. Правильность монтажа сильно влияет на дальнейшую работу ГБЦ. Для каждого транспортного средства в инструкции указан свой регламент. По этой причине не стоит заимствовать схему монтажа головки с иномарки для машины отечественного производства. Не стоит забывать о том, что штифты имеют определенный порядок затяжки, вместе с этим указан требуемый момент закручивания. Для правильной установки головки блока цилиндра используется специальный инструмент – динамометрический ключ.
При установке и затяжке ГБЦ следует в первую очередь опираться на инструкцию по установке, а не грубую физическую силу. Если перетянуть головку цилиндра – возможно повреждение уплотнительной прокладки, масляного канала ГБЦ и других, не менее важных составляющих этой системы. Например, головка в цилиндрах может треснуть, измениться в размерах, от работы этого элемента зависит вся работа двигателя, и как следствие, транспортного средства в целом.
Химический состав и термическая обработка
Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья.
Таблица – Химический состав и состояния алюминиевых литейных сплавов для блоков цилиндров
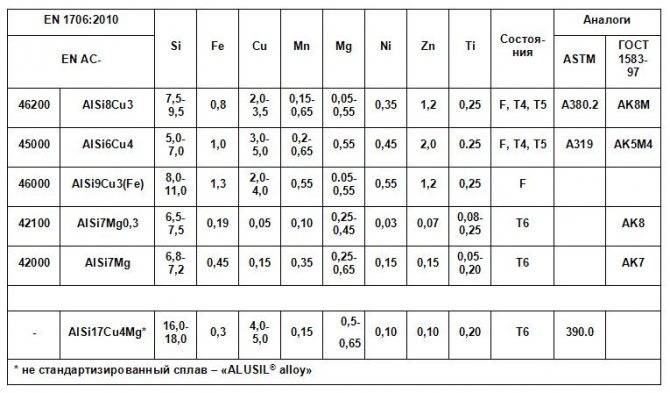
Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5.
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений.
Блоки цилиндров из алюминиевых сплавов 42100 (AlSi7Mg0,3) и 42000 (AlSi7Mg) получают высокую прочность и удлинение при комнатной температуре, когда подвергаются термической обработке на состояние Т6. В этом случае необходимо внимательно контролировать остаточные напряжения, которые возникают при закалке отливки для достижения состояния Т6. Более высокое сопротивление растрескиванию этих сплавов дают им возможность противостоять термическим усталостным нагрузкам. Это происходит за счет определенного ухудшения обрабатываемости резанием и повышения стоимости из-за дополнительных расходов на термическую обработку на состояния Т6 или Т7. Выполнение требования по пониженному содержанию примесей, таких как железо, марганец, медь и никель, также требует дополнительных расходов по сравнению со вторичными сплавами, которые упоминались выше.
Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия.
Разновидности
Существует несколько типов гильз:
- Сухие.
- Мокрые.
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
- Устойчивость к перепадам температур.
- Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.





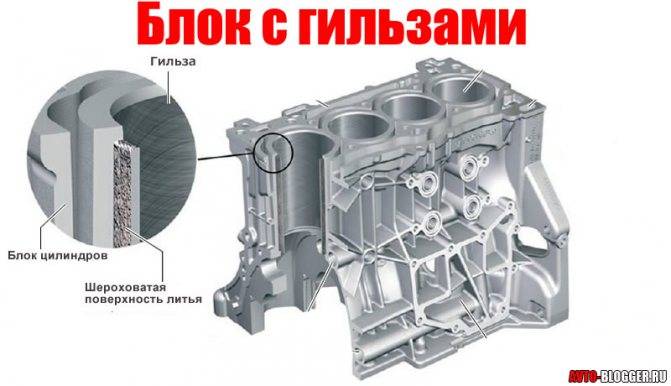
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.

«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
Похожие новости
- Цепь или ремень ГРМ. Что лучше, какой привод механизма выбрать? …
- Грязный воздушный фильтр. НА что влияет, подробные симптомы и по…
- Присадки в масло двигателя, в рулевую рейку и коробку передач. Ч…
Когда не имеет смысла проводить сварку аргоном?
Часто в процессе эксплуатации автомобиля возникает необходимость провести смену датчика в корпусе двигателя или свечей. Вполне может оказаться, что эти элементы слишком сильно затянуты. В таком случае мастер или владелец может приложить чрезмерное усилие и просто отколоть кусок агрегата. Если это было произведено на месте установки свечки, придется покупать новый блок. При попытке сварки произойдут такие процессы:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.

Сварка аргоновой смесью происходит с помощью вольфрамового электрода, который нагревается до температуры порядка 4000 градусов при максимальном режиме
Это требует не только повышенной осторожности, но и достаточно высокого профессионализма. Достаточно поставит электрод не в ту точку, и он просто сделает еще одну дырку вместо сварки необходимых элементов вашего двигателя
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе. Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.







После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
«Алюминиевые» двигатели и их преимущества
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.
Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Рекомендуем: Как проверить работоспособность автомобильного термостата?
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением