Ремонт поршневой группы двигателя, особенности работ, к кому лучше обратиться
Ремонт поршневой группы должен проводиться в специализированном автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автовладельцам, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно производить ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются ремонтировать поршневую группу автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней различных неисправностей мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего пропадает динамика автомобиля, повышается .
В случае появления различного рода дефектов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной сложности.
Признаки неисправности поршневой группы
Бережная эксплуатация и своевременное техобслуживание обеспечивают долгую, бесперебойную работу двигателя, но у каждого мотора есть свой ресурс, и со временем от постоянного трения детали изнашиваются.
Как правильно эксплуатировать двигатель автомобиля читайте тут .
В процессе эксплуатации износу подвергаются поршневые кольца (ПК) и внутренние стенки цилиндров, от постоянной нагрузки лопаются перегородки поршней.
Основные признаки неисправной ЦПГ следующие:
- пропала динамика автомобиля, нет нормальной тяги;
- в двигателе появился , который увеличивается под нагрузкой;
- из выхлопной трубы появляется белый или ;
- масло расходуется свыше положенной нормы, его приходится постоянно подливать.
Особенности замены поршневых колец
Если износились или поломались только кольца, ремонт ЦПГ можно произвести без демонтажа двигателя, сняв с мотора масляный поддон и головку блока цилиндров.
В этом случае снизу откручиваются гайки (болты) шатунных крышек, и поршни вместе с шатунами выбиваются из гильз цилиндров.
Но ремонт таким методом возможен лишь тогда, когда на цилиндрах нет выработки или значимых повреждений (задиров, борозд, выбоин).
При демонтаже ЦПГ производится осмотр поршней, они не должны иметь задиров, сколов и трещин.
Если поршни не меняются, обязательно следует прочистить канавки, в которые поршневые кольца устанавливаются.
Нагар, оставшийся в канавках, не позволит кольцам нормально разместиться по своим местам, и они при установке поршней в цилиндры легко могут сломаться.
При наличии повреждений внутренних стенок цилиндров замена ПК на месте нецелесообразна, здесь уже необходимо снимать двигатель, растачивать блок.
Но в двигателях со съемными гильзами цилиндро-поршневая группа меняется, и в составе автомобиля, такую операцию возможно осуществить на моторах ЗМЗ-402/4021, УМЗ-417, УЗАМ-331/ 3317/ 3318 и др.
Особенности замены поршней
Поменять поршни также можно, не снимая двигателя, замена требуется в случаях их повреждения, и если зазор между поршнем и внутренней стенкой цилиндра составляет более 0,15 мм.
Зазор замерить просто:
- поршень без колец опускается в гильзу;
- замер производится щупом между стенкой цилиндра и серединой юбки поршня.
Посадка поршневого пальца может быть холодной (плавающей) и горячей, для соединения поршня с шатуном используют специальные съемники, или при горячей посадке нагревают шатуны (охлаждают поршни).
Где проводить ремонт поршневой группы
В автосервисе ремонт поршневой группы двигателей стоит не дешево, поэтому многие автовладельцы обращаются к местным «кулибиным», которые разворачивают свои мини автомастерские в гаражных кооперативах.
В данном случае люди полагаются на отзывы об мастере, ну а дальше уже как повезет.
Автосервисы же стараются держать опытных мотористов, которые могут провести ремонт двигателя любой сложности.
Как правило они:
- знают все нюансы в своей работе;
- быстро определяют причину поломки;
- меняют только те детали, которые реально нуждаются в замене;
- на профессиональном уровне восстанавливают работоспособность силового агрегата в короткие сроки;
- дают гарантию на свои работы.
Грамотный ремонт ДВС – это залог здоровья «сердца» вашего автомобиля, и доверив мотор специалистам, вы можете быть уверены, что он длительное время будет работать бесперебойно и тихо, радовать высокой мощностью и отличной динамикой.
Ну а если ситуация с двигателем не настолько сложная, как описано выше, то можно сделать .
Это продлит срок работы последнего на несколько тысяч километров.
Особенности подбора поршневой группы
При подборе нового поршня или пары поршень-цилиндр обязательно обращайте внимание на соответствие их маркировок. У каждой модели мотоциклов существует от двух до четырех размерных групп поршней
Их диаметр может отличаться от 0,01 до 0,025 мм.
Маркировка группы обычно наносится в виде клейма на днище поршня и нижний торец цилиндра. Следите, чтобы эти цифры совпадали.
Цилиндр перед установкой поршня должен быть расточен. Если на поршне имеются острые внутренние углы, оставшиеся после механической обработки или из-за брака литья, их необходимо скруглить надфилем и заполировать.

Чтобы расположить поршень правильно, ориентируйтесь на стрелку, выбитую на днище детали. Если она отсутствует или не просматривается, поставьте поршень так же, как стопорные штифты: они должны «смотреть» на вертикальные секторы гильзы без окон.
При подборе подходящего пальца обращайте внимание на его маркировку. Так же, как поршни и цилиндры, он относится к одной из несколько размерных групп
Обычно на торец пальца ставят точку определенного цвета, такая же метка имеется на бобышке внутри поршня.
Поршневые пальцы двигателей современных мотоциклов обычно входят в бобышку под действием небольшого усилия при комнатной температуре. В старых моделях пальцы запрессовывались после нагрева в кипящей воде. Чтобы не ошибиться, стоит ознакомиться с инструкцией по эксплуатации транспортного средства.
Способ снижения износа цилиндропоршневой группы двигателя
Изобретение может быть использовано для снижения износа цилиндро-поршневой группы двигателя. Сущность изобретения: при работе двигателя мелкодисперсная присадка всасывается работающим двигателем вместе с потоком поступающего в двигатель воздуха из емкости, помещенной непосредственно в потоке всасываемого в двигатель воздуха, т.е. непосредственно во впускном тракте двигателя.
Изобретение относится к двигателестроению, в частности к способам снижения износа цилиндро-поршневой группы (ЦАГ) двигателя.
Известен способ фрикционного латунирования, при котором поверхность деталей покрывают тонким слоем латуни (меди, бронзы) под действием сил трения, используя токарный станок, а также специальные оправки, в которых соответствующие прутки (например, латунный Л-62) прижимают к обрабатываемой поверхности.Недостатком способа является необходимость разборки двигателя, что связано с увеличением трудоемкости и временных затрат.Известен способ с введением присадки в топливо.Недостатком его является возможность засорения карбюратора и других элементов двигателя.Известен способ с применением присадки ОМП-2 на основе глицерата меди в маслах (15 по объему). Трущиеся поверхности при этом покрываются налетом меди. Однако возможно засорение тракта и выпадение присадки в осадок.Известен способ с применением поверхностно активных (ПАВ) и химически активных (ХАВ) веществ, добавляемых в качестве присадки к маслам Недостатки этого способа те же, что и у способов Известен способ снижения ЦПГ двигателя путем введения присадки, снижающий износ вышеупомянутой группы во впускной тракт двигателя (в виде эмульсии) При этом необходимо сложное устройство для смешивания присадки с жидкостью, ее перекачки, дозирования и впрыска, что затрудняет реализацию способа.Задача изобретения упрощение технологии введения присадки, снижение cтоимости реализации, обеспечение постоянства введения присадки в работающий двигатель, повышение надежности введения присадки.Задача решается тем, что в способе снижения износа ЦПГ двигателя путем введения присадки, снижающей износ вышеупомянутой группы по впускной тракт двигателя, емкость с мелкодисперсной присадкой помещают непосредственно в потоке всасывающего работающим двигателем воздуха.Пример. Предлагаемый способ реализован следующим способом. На тракте всасываемого воздуха в ДВС с рабочим объемом цилиндров 1500 см3 (ВАЗ 2103) сразу за фильтром устанавливают рабочую емкость (пакетик из тканого материала), в которой находится смесь нафталина и мелкого порошка бронзы (пудра) в весовом процентном соотношении 70:30. Общий вес смеси в емкости 20 г.Во время работы двигателя смесь засасывалась в цилиндры, образуя равномерный антифрикционный налет на трущихся деталях ЦПГ.Замену рабочей емкости со смесью производят через каждые 10000 км пробега.Использование предлагаемого способа по сравнению с существующими обеспечивает следующие преимущества: Cущественно упрощается технология проведения работ. Установка рабочей емкости занимает 2 3 мин, что по сравнению с известными способами более чем на порядок или два меньше.Существенно повышается надежность и КПД двигателя, так как исключается возможность засорения топливного или масляного трактов, а также устраняется возможность выпадения присадки в осадок.В несколько раз снижается стоимость присадки, поскольку применяются дешевые и достаточно распространенные вещества и материалы, например бронзовая пудра и нафталин, в количестве несколько десятков граммов.Использование предлагаемого способа на машинах ВАЗ с рабочим объемом цилиндра 1500 см3 позволило увеличить ресурс до первого капремонта на 50 70% При этом затраты на обучение и освоение способа также существенно меньше.Источники информации 1. Гаркунов Д.Н. Крагельский И.В. Поляков А.А. Избирательный перенос в узлах трения. М. Транспорт, 1969.2. Суранов Г.И. Уменьшение износа автотракторных двигателей при пуске. М. Колос, 1982, с. 68-69.3. Теркунов А.Г. Мороз В.Е. Черновол М.И. Ускоренная приработка двигателей. Техника в сельском хозяйстве, 1979, N 20.4. Суранов Г.И. Уменьшение износа автотракторных двигателей при пуске. М. Колос, 1982, с. 64-65.5. Патент США N 3145694, кл. F 02 B 77/04, опубл. 1964.
Формула изобретения Способ снижения износа цилиндропоршневой группы двигателя путем введения присадки, снижающей износ вышеупомянутой группы, во впускной тракт двигателя, отличающийся тем, что емкость с мелкодисперсной присадкой помещают непосредственно в потоке всасываемого работающим двигателем воздуха.
Конструкционные материалы деталей ЦПГ
Сегодня цилиндры и поршни двигателя чаще всего производят из алюминия или стали с различными присадками. Иногда для внешней части блока цилиндров используют алюминий, имеющий небольшой вес, а для гильзы, контактирующей с движущимся поршнем, – более прочную сталь.
В отличие от чугуна, который применялся ранее для изготовления деталей ЦПГ, внедрение алюминия – намного более легкого, но износостойкого материала – стало толчком к появлению мощных и высокооборотистых двигателей.
Поршневые кольца, наиболее подверженные износу и деформациям, производят из специального высокопрочного чугуна с легирующими добавками (молибденом, хромом, вольфрамом, никелем).
Значительные механические и тепловые циклические нагрузки отрицательно сказываются на работоспособности элементов цилиндро-поршневой группы. В то же время от их состояния напрямую зависит стабильная компрессия двигателя, обеспечивающая его уверенный холодный и горячий запуск, мощность, экологичность и другие эксплуатационные показатели.
Именно поэтому для изготовления поршней и других деталей ЦПГ применяются материалы, обладающие высокой механической прочностью, хорошей теплопроводностью, незначительным коэффициентом линейного расширения, отличными антифрикционными и антикоррозионными свойствами.
В целях снижения потерь на трение производители поршней покрывают их боковую поверхность специальными антифрикционными составами на основе твердых смазочных частиц: графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается, поршни снова испытывают высокие нагрузки, под влиянием которых изнашиваются и выходят из строя.
Состав на основе сразу двух твердых смазок – высокоочищенного дисульфида молибдена и поляризованного графита – применяется для первоначальной обработки юбок поршней или восстановления старого заводского покрытия.
MODENGY Для деталей ДВС имеет практичную аэрозольную упаковку с оптимально настроенными параметрами распыления, поэтому наносится на юбки поршней легко, быстро и равномерно.
На поверхности покрытие создает долговечную сухую защитную пленку, которая снижает износ деталей и препятствует появлению задиров.
MODENGY Для деталей ДВС полимеризуется при комнатной температуре, не требуя дополнительного оборудования.
Для подготовки поверхностей перед нанесением покрытия их необходимо обработать Специальным очистителем-активатором MODENGY. Только в таком случае производитель гарантирует прочное сцепление состава с основой и долгий срок службы готового покрытия. Оба средства входят в Набор для нанесения антифрикционного покрытия на детали ДВС.

Как проверить зазор между поршнем и цилиндром
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Система смазки двигателя
На примере современного турбированного 4-ёх цилиндрового двигателя Audi/VW покажем, как выглядит и работает система смазки.
Система смазки современного турбированного двигателя Audi/VW
Желтым цветом показан канал подачи масла от масляного насоса (снизу) к масляному распределителю, состоящему из разных каналов масла, фильтра, датчиков, переключателя и охладителя.Зеленым отмечены масляные каналы, по которым проходит уже очищенное масло. Так обеспечивается подача масла к распредвалам с системой регулировки фаз (то, что у BMW называется VANOS), к механизму газораспределения (клапаны, компенсаторы, коромысла, системы регулировки высоты подъёма клапана (AVS, VVT)) и его приводу (если он цепной или зубчатый), к коленвалу, к турбонаддуву, к балансировочным валам.Переключатель отвечает за включение и выключение форсунок охлаждения поршней (синяя магистраль). Регулировка нужна для более быстрого прогрева и снижения насосных потерь при низких нагрузках.После прохождения по магистралям отработанное масло стекает в поддон, а потом масляный насос поднимает его опять в фильтр и так по кругу.
Ремонт узлов автомобиля
Устройство блока цилиндров состоит из деталей, которые функционируют в агрессивных условиях, поэтому часто подвергаются поломке и износу.
Восстановление блока цилиндров двигателя состоит из таких операций:
| № работ | Выполняемые операции | Техническое оснащение. |
| 1 | Шлифовка поверхности упор подшипников коленчатого вала | Вертикально-фрезерный станок |
| 2 | Замена стертых втулок распредвала | Устройство для запрессовки |
| 3 | Восстановление резьбовых отверстий | Сверленое оснащение, набор сверл, лерка, плашка |
| 4 | Выпрессовка штифтов крепления | Специальный пресс |
| 5 | Расточка, ремонт крышки ЦПГ двигателя. Регулировка по плоскости, установка по отверстиям | Вертикально-фрезерный станок |
| 6 | Обработка корпуса под гильзы и расточка под упорные кромки | Вертикально-расточной станок |
| 7 | Расточка посадочных мест коренных подшипников | Горизонтально-расточной станок |
| 8 | Газо-термическое напыление на обработанные гнезда подшипников | Специальное технологическое оснащение |
| 9 | Двухконтурная расточка корпуса | Хонинговальный станок |
| 10 | Мойка мотора и прочистка масляных каналов | Оборудование для струйной мойки деталей. |
| 11 | Покраска блока | Краскопульт. Компрессор. |
Ремонтирование блока цилиндров двигателя заканчивается контрольным осмотром на проверочной плите. С помощью щупа и индикаторных приспособлений проверяется жесткость установки и соосность крепления узлов в блоке цилиндров двигателя. После восстановление корпуса цилиндров двигателя проводится испытание на герметичность.
Послеремонтный контроль
После дефектовки головка блока цилиндров проходит покраску, проверяется давление в цилиндре.
Показатель, который указывает на эффективную работоспособность деталей устройства блока цилиндров двигателя — это компрессия.
Какое давление в цилиндрах двигателя разных марках.
Завершающий этап, покраска
Прежде чем покрасить блок цилиндров двигателя необходимо провести подготовительные операции, которые состоят из таких пунктов:
Головка блока цилиндров красится отдельно, чтобы не забились воздушные и масляные каналы.
Работа цилиндров не зависит от покраски, но она важна для защиты блока от загрязнения.
Чем покрасить мотор зависит от финансовых возможностей. Интернет магазины предлагают большое разнообразие средств, которыми можно обработать поверхность деталей после ремонта блока и цилиндров двигателя.
технологически является самой простой по конструкции и при рядной компоновке блок самый тяжёлый, зато ремонт или восстановление блока и постелей блока не представляет трудностей. Рядное расположение цилиндров очень распространённо в крупных судовых дизельных двигателях, где ключевым является удобство обслуживания.
имеет два варианта компоновки блока — со смещением левого и правого блоков между собой (рядом стоящие шатуны на шейке), либо без смещения (прицепной шатун, неравные степени сжатия на левом и правом блоках). Эти варианты нашли свое применение в автомобилестроении.
W-образный и звездообразный двигатели
имеют ещё более компактный блок цилиндров и укороченный вал. Вес такого блока двигателя ниже, но он менее жёсткий и более сложный в ремонте. Звездообразные нашли свое применение на некоторых типах вертолётов. Стоимость таких двигателей очень высокая.
Блок имеет три основных размера:
диаметр цилиндра, ход поршня, количество цилиндров (характеристики двигателя).
Блок цилиндров должен иметь достаточно высокую жёсткость, чтобы избежать овализации цилиндров и задира поршней выше допустимых пределов.
Какие существуют нормы зазоров между поршнями и цилиндрами
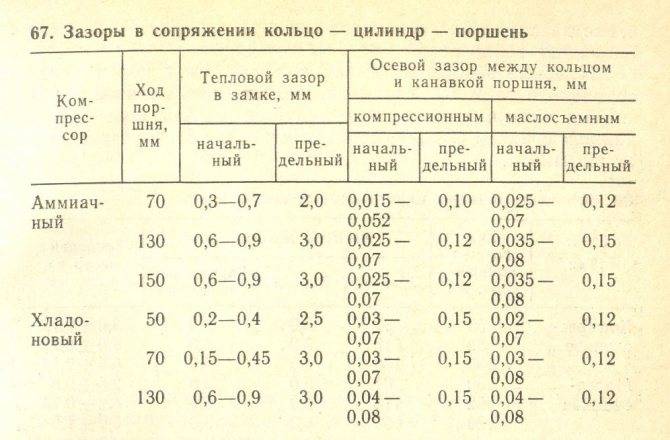
Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Что входит в поршневую группу двигателя?
Судовые двигатели
Поршневая группа состоит из поршня в сборе, уплотнительных и маслосъемных колец, поршневого пальца. По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия. Тронковые поршни соединяются с шатуном поршневым пальцем. Для обеспечения газонепроницаемости полостей цилиндра поршень снабжают уплотнительными кольцами, а для предотвращения попадания масла в камеру сгорания — маслосъемными кольцами. Материалом для поршней служит чугун марок СЧ24-44 и СЧ28-48 и сталь. Поршни небольшого диаметра быстроходных двигателей можно изготовлять из алюминиевых сплавов (АЛ1, АЛ2, АК2, АК4). Такие поршни имеют малый вес и небольшие температурные напряжения в днище; недостатки поршней — незначительная износостойкость и большой коэффициент теплового линейного расширения.
Поршень (рис. 139) состоит из нижней направляющей части — тройка или юбки 1 и верхней части — головки поршня 3 с поршневыми кольцами 2. Конфигурация камеры сгорания двигателя, тип продувки, расположение в крышке клапанов и форсунки определяют форму днища поршня 4. Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
В некоторых конструкциях поршня внутреннюю поверхность днища для предохранения от нагарообразования и защиты головного подшипника от теплового излучения закрывают мембраной; для увеличения жесткости днище снизу подкрепляют ребрами, которые одновременно улучшают его охлаждение.
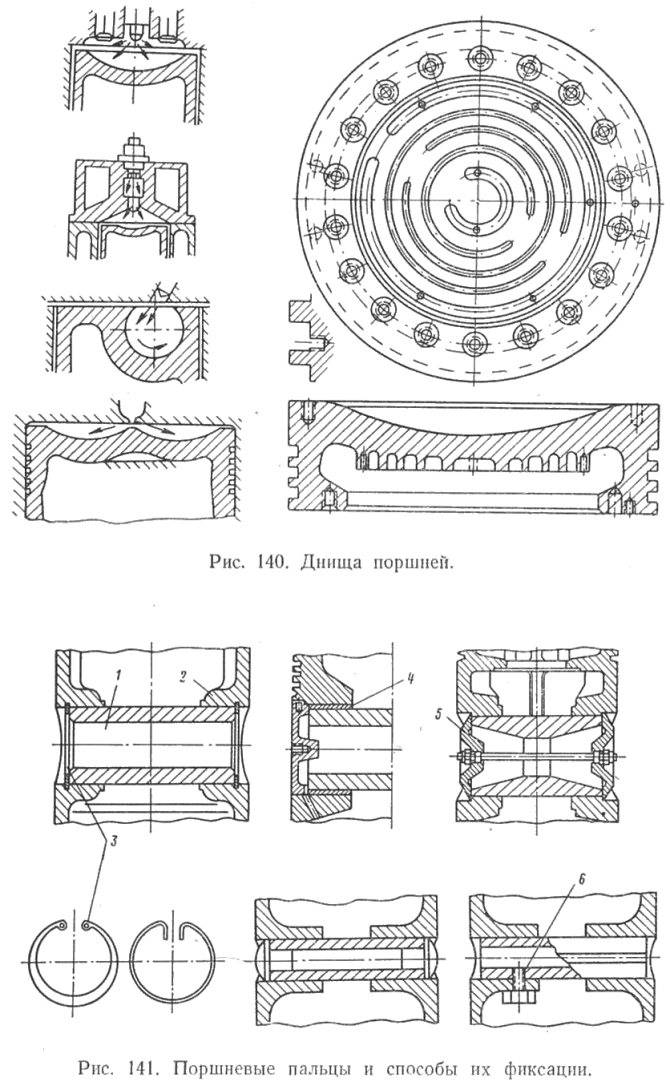
Поршневой палец 1 (рис. 141) размещен в приливах (бобышках) 2 и фиксируется от осевого смещения пружинными кольцами 3 . Пальцы закрепляются стопорным болтом 6 либо свободно вращаются — пальцы плавающего типа. Пальцы плавающего типа более распространены у быстроходных двигателей. Бронзовые втулки 4, запрессованные в бобышки чугунного поршня, являются подшипниками для поршневого пальца плавающего типа. Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Поршневые кольца располагают в канавках, проточенных в теле поршня. Поршневые кольца делятся на уплотнительные и маслосъемные. Уплотнительные кольца 2 (см. рис. 139) обеспечивают плотность поршня в цилиндре, предотвращают прорыв газов в картер двигателя и способствуют отводу тепла от головки поршня через втулку цилиндра охлаждающей воде. Маслосъемные кольца 6 и 7 (см. рис. 139) служат для удаления излишнего масла с зеркала цилиндра, что уменьшает нагарообразование в цилиндре, и не допускают проникновения масла в камеру сгорания. Материалом для изготовления колец служит чугун СЧ24-44, реже сталь. Кольца изготовляют самопружинящими с разрезом-замком, обеспечивающим заводку кольца в канавку поршня и возможность теплового расширения кольца. Число уплотнительных колец шесть—три, маслосъемных три—одно. Уплотнительные кольца, как правило, прямоугольного сечения, рабочая поверхность кольца и поверхность зеркала цилиндра параллельны.
https://youtube.com/watch?v=ggyYmPxriwk




