Коротко о поршнях: как подобрать поршень к цилиндру
Начнем с того, что зазор между поршнем и цилиндром определяется четко прописанными нормами. Для деталей в новом двигателе такой зазор составляет от 0.05 до 0.07 мм. Для моторов, которые находятся в эксплуатации, зазор между поршнем и цилиндром не должен быть больше отметки в 0.15 мм.
Восстановление ЦПГ двигателя потребует расточки блока цилиндров в ремонтный размер, после чего производится подбор поршня из группы так называемых ремонтных поршней. Главным требованием к процессу расточки цилиндров является итоговый результат, максимально приближенный к четко указанному ремонтному размеру.
Также необходимо учитывать, что размер после расточки блока дополнительно уменьшится в среднем на 0.03 мм после процесса нанесения хона (хонингование поверхности цилиндра). По этой причине при хонинговке цилиндров нужно придерживаться такого диаметра, чтобы после установки поршня зазор был максимально приближен к 0.045 мм, что является показателем зазора применительно к новым деталям.
Чтобы точно подобрать новый поршень по размерам необходимо сначала провести дефектовку цилиндров и поршней. Для замера диаметров поршня и цилиндра потребуются измерительные приборы:
Далее подбор осуществляется на основании специальной таблицы, в которой указаны номинальные размеры цилиндров и поршней. Диаметр ремонтных поршней получил специальное деление по классам в зависимости от наружного диаметра детали. Всего таких классов 5, каждый класс обозначен литерами от A до E в алфавитном порядке (А, B, C, D, E) через 0.01 мм размера. Также деление по классам предусматривает изменение диаметра отверстия под поршневой палец через каждые 0.004 мм.
Данная информация о классификации ремонтных поршней наносится в виде маркировки на днище поршня. Цифровое обозначение указывает на категорию отверстия под палец, а буквенное обозначение указывает на принадлежность поршня к тому или иному классу (класс ремонтного поршня)
Также в процессе подбора номинальных размеров или ремонтного размера поршневой дополнительно необходимо обращать внимание на массу поршня. Поршни могут иметь как стандартную массу, так и увеличенный или сниженный на несколько грамм вес
Параллельно с подбором новых поршней необходимо подбирать ремонтные поршневые кольца, которые также имеют ремонтные размеры.
Задиры в бобышках поршневых пальцев (с задирами на юбке поршня)

Поршень имеет задиры по всему периметру, в основном на головке поршня (рис. 1). Компрессионные кольца застряли в канавках колец. В обеих бобышках поршневых пальцев имеются задиры.
Поскольку центр задиров находится на головке поршня, повреждение очевидно началось там в результате нарушения режима сгорания. В дальнейшем заклинило поршневые кольца и задиры заняли все большую поверхность юбки. Газы сгорания, протекающие мимо заклинившихся компрессионных колец, нагрели поршни настолько сильно,что в конечном счете масляная пленка в опоре пальцев потеряла эффективность и задиры возникли также здесь.
Возможные причины повреждения
• нарушения режима сгорания, приводящие к комбинированным задирам из-за недостаточного зазора и из-за работы всухую на головке и на юбке поршня и в дальнейшем также приводящие к задирам в опоре пальцев.
Наиболее опасные причины стука
Стук поршня, отличающийся глуховатым тоном, хорошо слышен в блоке цилиндров и иногда сопровождается своего рода щелчками. Стучит и цокает двигатель в результате температурного расширения поршня обычно «на холодную», при небольших оборотах двигателя, а также при резком сбросе газа во время движения. Стук возникает, как только величина зазора становится больше 0,3 мм.
2. Стучат поршневые пальцы
Звук стучащих поршневых пальцев «металлический», высокий по тону и немного звенящий. Такой звук отчетливо слышен, если вы «перегазовали» или с усилием нажали на акселератор, чтобы ускориться. Местом возникновения звука считается блок цилиндров, зазор при этом составляет около 0,1 мм.
Неисправность можно также определить с помощью выкручивания свечи зажигания. Без свечи топливо в цилиндре не сгорает, а значит нагрузка на поршень отсутствует.
Детонация часто возникает по причине использования топлива, неподходящего данному типу двигателя, а также при экстремальных перегрузках (крутой подъем в гору, затяжной спуск).
3. Стучат коренные подшипники и вкладыши коленвала
Металлический стук двигателя, характерный для этого случая, бывает немного приглушенным и слышен со стороны картера. Стучащие элементы особенно слышны на низких оборотах «холодного» двигателя при разгоне и в момент сброса газа. Величина зазора между шейкой и вкладышем при этом равна минимальным 0,1-0,2 мм. Падение давления масла до критического уровня делают звук более звонким независимо от рабочего режима.
Зачастую стук клапанов обусловлен использованием моторного масла низкого качества, либо не соответствующего типу силового агрегата.
4. Стучат вкладыши шатунов
Звук неисправных шатунных вкладышей схож с признаками неполадок коренных подшипников, но отличается большей отчетливостью. Если интенсивность звучания возрастает, ремонт необходимо сделать в срочном порядке. Эксплуатация как бензинового, так и дизельного двигателя с непригодными вкладышами шатунов запрещена — мотор может «заклинить» в любой момент.
Как подобрать поршневые кольца
Подбор поршневых колец означает, что размеры поршневых колец в обязательном порядке должны соответствовать как размерам поршней, так и размерам цилиндров. Добавим, что производить подбор поршневых колец по размеру немного легче сравнительно с подбором самих поршней. Так происходит благодаря тому, что ремонтные поршневые компрессионные и маслосъемные кольца для различных моделей двигателей в большей или меньшей степени сегодня являются взаимозаменяемыми. Это означает, что можно приобрести как оригинальные поршневые кольца, так и подобрать детали стороннего производителя.
Подбор колец по размерам
Подбирать кольца необходимо с учетом следующих базовых параметров:
- высота поршневого кольца;
- диаметр поршневого кольца;
Любой качественный аналог, который имеет необходимые размеры, зачастую становится без всяких проблем. Для полной уверенности необходимо также учитывать радиальную ширину поршневых колец, а точнее соответствие данной ширины канавкам поршня. Другими словами, глубина канавок в отдельных случаях может оказаться недостаточной.
Что касается компрессионных колец, такие кольца конструктивно схожи, зачастую имеют одинаковую или практически одинаковую радиальную ширину, так что проблем после установки правильно подобранных по размеру колец из этой группы обычно не возникает. Подбор маслосъемных колец, напротив, требует повышенного внимания как к самой конструкции кольца (коробчатые, наборные маслосъемные кольца), так и дополнительного уточнения их радиальной ширины по специальным каталогам изготовителя колец.
Хотелось бы добавить, что подбирать поршневые кольца для дизельных двигателей сложнее. Компрессионные кольца для дизелей имеют молибденовое покрытие, а также отличаются трапецеидальным профилем, который дополнительно может иметь разные углы. Маслосъемные кольца в дизелях обычно коробчатые, но и данный факт необходимо проверять по каталогам, так как встречаются случаи установки на дизельный двигатель наборных колец.
Обратите внимание, что ставить на дизель поршневые кольца от бензинового двигателя крайне не рекомендуется. Одновременно с этим в отдельных случаях допускается вариант установки поршневых колец с дизеля на бензиновый мотор
Какие поршневые кольца лучше
Помимо выбора из доступных номинальных и ремонтных размеров колец потребуется также отдельно подобрать материал изготовления. Вполне справедливо утверждение, что поршневые кольца для маломощного низкооборотистого двигателя, который был разработан 10-15 лет назад (даже при учете их полного соответствия по размерам), смогут нормально и долговременно функционировать в высокофорсированном силовом агрегате с турбонаддувом.
Дело в том, что материалы, нанесенное покрытие и допуски по геометрии колец вполне могут отличаться
На указанные факторы в процессе подбора следует обращать пристальное внимание, особенно в случае отсутствия точных данных в каталогах изготовителя. Также следует добавить, что кольца для новых двигателей обычно хорошо работают в старых ДВС, но не наоборот
Достаточно качественными принято считать чугунные поршневые кольца. Такие детали выполнены из высокопрочного чугуна, который обладает улучшенными свойствами и активно противостоит износу. Маслосъемные кольца бывают хромированными, а также без покрытия хромом. Также в продаже представлены стальные кольца, дополнительно оборудованные пружинным элементом.
Хромированные кольца обычно устанавливаются на моторы с высокой степенью сжатия, что предполагает более серьезные нагрузки на ДВС и ЦПГ. Гражданские автомобили иностранного производства зачастую имеют поршневые маслосъемные кольца из нержавеющей стали. Такие кольца отличаются большим сроком службы, низким весом и приемлемой стоимостью.
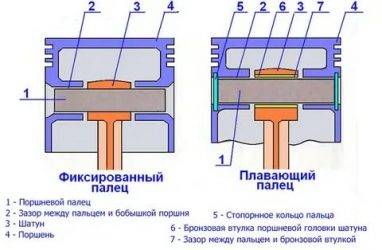
Способы осевой фиксации поршневого пальца
По способу крепления пальцы делятся на два вида: плавающие и фиксированные. В большинстве современных двигателей используются плавающие пальцы. Плавающими они называются потому, между ним и отверстием в поршне и отверстием в головке шатуна есть зазор. Фиксация поршневого пальца в таком соединении обеспечивается установкой стопорных колец.
Цветные метки внутри отверстия пальцев некоторых автомобилей заменяют номер запчасти при подборе запчастей для капремонта двигателя
Плавающий палец
Плавающий палец может вращаться как внутри поршня, так и в головке шатуна. В конструкциях с плавающим пальцем в верхнюю головку шатуна впрессовывается бронзовая втулка, уменьшающая трение.
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом.
Монтаж плавающего поршневого пальца
При монтаже или демонтаже поршня, его необходимо нагреть до температуры 65-85 °С (нагрев производят в воде). Когда же двигатель начнет работать, поршень разогревается, и зазор увеличивается, так как поршень и палец сделаны из разных материалов, расширяющихся по разному под воздействием высокой температуры.
Для монтажа фиксированного пальца шатун разогревают в печи до температуры более 200 градусов
Фиксированный палец
Фиксированным называется поршневой палец, не вращающийся ни в одном из соединяемых элементов. Фиксированные пальцы применяют в двигателях автомобилей семейства ВАЗ.
Монтаж фиксированного пальца
Монтаж фиксированного пальца осуществляется путем нагрева шатуна до температуры 240 °С в печи. В России, где автомобили до сих пор нередко ремонтируют в домашних условиях, шатуны часто нагревают на бытовой электроплитке или с помощью паяльной лампы.
Шатун довольно быстро остывает, и операцию по соединению поршневого пальца и шатуна необходимо выполнять очень быстро.
Для этого в раздвинутые предварительно губки тисков устанавливают вставки из мягкого металла (алюминий, медь и т.д.), и нагретый шатун быстро переносится к тискам и зажимается. Поршень устанавливается на место рукой. Подготовленный палец, надетый на специальную оправку с направляющей, быстро проталкивается в отверстие поршня и проходит сквозь отверстие в раскаленном шатуне. Когда детали остывают, отверстие в шатуне зажимает палец.
Заказ и стоимость пальцев
Стоимость изготовления пальцев для спецтехники зависит от:
- Назначение пальца — это влияет на выбор материала и дополнительные обработки;
- Наличия чертежа, образца или эскиза;
- Количества деталей в партии.
Отдельно отметим, что при повторном обращении цена может быть ниже, поскольку у нас уже будет вся проектная документация.
осуществляет полный цикл изготовления деталей: от разработки чертежа и производства прототипа до нанесения защитных покрытий и пленок. Мы можем гарантировать точность обработки изделий на каждом этапе.
Для уточнения подробностей сотрудничества обращайтесь к менеджерам «ФЕРРОПОЛИС». Это можно сделать по телефону или отправить запрос через форму на сайте. В обоих случаях вы получите квалифицированную консультацию и предварительный расчет стоимости вашего заказа.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Шатун поршня: назначение, конструкция, основные неисправности
Рассмотрим конструкционные особенности шатуна поршня, основные проблемы, которые могут возникать при его работе, и способы их профилактики. Шатун передает энергию от поршня к коленчатому валу. При этом он совершает два вида движения: круговое и возвратно-поступательное. Первое происходит в месте соединения его нижней головки с коленвалом, второе – в зоне соединения верхней головки с поршнем. Вследствие такой конструкции шатун постоянно испытывает высокие нагрузки во время работы.
Шатун поршня состоит из следующих элементов.
Поршневая головка
Верхняя (поршневая) головка представляет собой цельную неразборную конструкцию, которая соединяется с поршнем при помощи пальца: плавающего или фиксированного.
В верхней головке плавающего пальца обычно расположены бронзовые или биметаллические втулки. Если их нет, палец свободно двигается в отверстии головки шатуна. Для того, чтобы данный механизм функционировал нормально, ему требуется достаточное количество смазки.
Чтобы обеспечить необходимый уровень натяга, фиксированный палец вставляется в цилиндрическое отверстие меньшего диаметра.
Так как на верхнюю головку действуют очень высокие нагрузки, она имеет трапециевидную форму. Это позволяет увеличить опорную поверхность при работе поршня.
Кривошипная головка
Нижняя (кривошипная) головка соединяет коленчатый вал и шатун. Многие шатуны обладают разъемной кривошипной головкой, что зависит от метода сборки двигателя. Крышку головки с шатуном соединяют болты, штифты или бандажное крепление.
На каждый шатун можно установить только ту крышку, которой он оснащался с завода, так как она обладает определенным весом и размером. При ремонте данную деталь заменить нельзя.
По расположению стержня головка может быть прямой или косой. Последняя характерна для V-образных двигателей и используется для уменьшения размеров силового агрегата.
Покрытие может наноситься как на заводе-изготовителе, так и при дальнейшем обслуживании двигателя в условиях гаража или автосервиса. Для защиты подшипников скольжения и других деталей силового агрегата оптимально подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Чаще всего его применяют на юбках поршней, дроссельных заслонках, вкладышах распредвала, подшипниках скольжения.
MODENGY Для деталей ДВС обладает следующими преимуществами:
- Имеет широкий диапазон рабочих температур: от -70 до +260 °C
- Повышает КПД двигателя
- Снижает трение и износ
- Защищает детали от задиров в режиме масляного голодания
- Снижает расход топлива
- Отверждается при комнатной температуре
Совместно с покрытием рекомендуется использовать Специальный очиститель‑активатор MODENGY. Он не только убирает разнородные загрязнения с поверхностей, но и образует пленку, улучшающую адгезию покрытия с основанием.
Силовой стержень
Силовой стержень многих шатунов имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях используются более прочные и массивные детали, чем в бензиновых. В спорткарах устанавливаются шатуны, изготовленные из алюминия. Благодаря такому решению снижается масса автомобиля.
Все шатуны должны иметь одинаковый вес, в противном случае усилятся вибрации при работе силового агрегата.
Из чего изготавливают шатуны?
Каждый производитель стремится уменьшить вес деталей КШМ и снизить производственные затраты. Но так как на шатуны в процессе работы двигателя воздействуют высокие нагрузки, уменьшать их массу нежелательно – это может пагубно отразиться на прочности изделий.
При массовом производстве шатуны для бензиновых двигателей изготавливают из специального чугуна методом литься. Это позволяет добиться практически идеального соотношения прочности и стоимости деталей.
В дизельных силовых агрегатах шатуны испытывают более высокие нагрузки, поэтому их производят из легированной стали методом горячей ковки или горячей штамповки. Получаемые детали прочнее, но при этом дороже литых.
В мощных автомобилях и спорткарах используются шатуны из титановых и алюминиевых сплавов. Они в два раза легче стальных и чугунных, что позволяет снизить вес двигателя и увеличить его оборотистость.
Большое значение играет конструкционный материал, из которого изготовлены болты крепления крышки шатунной головки. Их производят из высоколегированной стали, предел текучести которой в 2-3 раза больше, чем у обычной углеродистой.
Почему шатуны выходят из строя?
Основной причиной выхода шатунов из строя является износ деталей. Верхняя головка редко подвергается ремонту, а рабочий ресурс втулки нередко оказывается равен ресурсу самого двигателя.
Фото
Подробнее о технологии Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.
Способ снижения износа цилиндропоршневой группы двигателя
Изобретение может быть использовано для снижения износа цилиндро-поршневой группы двигателя. Сущность изобретения: при работе двигателя мелкодисперсная присадка всасывается работающим двигателем вместе с потоком поступающего в двигатель воздуха из емкости, помещенной непосредственно в потоке всасываемого в двигатель воздуха, т.е. непосредственно во впускном тракте двигателя.
Изобретение относится к двигателестроению, в частности к способам снижения износа цилиндро-поршневой группы (ЦАГ) двигателя.
Известен способ фрикционного латунирования, при котором поверхность деталей покрывают тонким слоем латуни (меди, бронзы) под действием сил трения, используя токарный станок, а также специальные оправки, в которых соответствующие прутки (например, латунный Л-62) прижимают к обрабатываемой поверхности.Недостатком способа является необходимость разборки двигателя, что связано с увеличением трудоемкости и временных затрат.Известен способ с введением присадки в топливо.Недостатком его является возможность засорения карбюратора и других элементов двигателя.Известен способ с применением присадки ОМП-2 на основе глицерата меди в маслах (15 по объему). Трущиеся поверхности при этом покрываются налетом меди. Однако возможно засорение тракта и выпадение присадки в осадок.Известен способ с применением поверхностно активных (ПАВ) и химически активных (ХАВ) веществ, добавляемых в качестве присадки к маслам Недостатки этого способа те же, что и у способов Известен способ снижения ЦПГ двигателя путем введения присадки, снижающий износ вышеупомянутой группы во впускной тракт двигателя (в виде эмульсии) При этом необходимо сложное устройство для смешивания присадки с жидкостью, ее перекачки, дозирования и впрыска, что затрудняет реализацию способа.Задача изобретения упрощение технологии введения присадки, снижение cтоимости реализации, обеспечение постоянства введения присадки в работающий двигатель, повышение надежности введения присадки.Задача решается тем, что в способе снижения износа ЦПГ двигателя путем введения присадки, снижающей износ вышеупомянутой группы по впускной тракт двигателя, емкость с мелкодисперсной присадкой помещают непосредственно в потоке всасывающего работающим двигателем воздуха.Пример. Предлагаемый способ реализован следующим способом. На тракте всасываемого воздуха в ДВС с рабочим объемом цилиндров 1500 см3 (ВАЗ 2103) сразу за фильтром устанавливают рабочую емкость (пакетик из тканого материала), в которой находится смесь нафталина и мелкого порошка бронзы (пудра) в весовом процентном соотношении 70:30. Общий вес смеси в емкости 20 г.Во время работы двигателя смесь засасывалась в цилиндры, образуя равномерный антифрикционный налет на трущихся деталях ЦПГ.Замену рабочей емкости со смесью производят через каждые 10000 км пробега.Использование предлагаемого способа по сравнению с существующими обеспечивает следующие преимущества: Cущественно упрощается технология проведения работ. Установка рабочей емкости занимает 2 3 мин, что по сравнению с известными способами более чем на порядок или два меньше.Существенно повышается надежность и КПД двигателя, так как исключается возможность засорения топливного или масляного трактов, а также устраняется возможность выпадения присадки в осадок.В несколько раз снижается стоимость присадки, поскольку применяются дешевые и достаточно распространенные вещества и материалы, например бронзовая пудра и нафталин, в количестве несколько десятков граммов.Использование предлагаемого способа на машинах ВАЗ с рабочим объемом цилиндра 1500 см3 позволило увеличить ресурс до первого капремонта на 50 70% При этом затраты на обучение и освоение способа также существенно меньше.Источники информации 1. Гаркунов Д.Н. Крагельский И.В. Поляков А.А. Избирательный перенос в узлах трения. М. Транспорт, 1969.2. Суранов Г.И. Уменьшение износа автотракторных двигателей при пуске. М. Колос, 1982, с. 68-69.3. Теркунов А.Г. Мороз В.Е. Черновол М.И. Ускоренная приработка двигателей. Техника в сельском хозяйстве, 1979, N 20.4. Суранов Г.И. Уменьшение износа автотракторных двигателей при пуске. М. Колос, 1982, с. 64-65.5. Патент США N 3145694, кл. F 02 B 77/04, опубл. 1964.
Формула изобретения Способ снижения износа цилиндропоршневой группы двигателя путем введения присадки, снижающей износ вышеупомянутой группы, во впускной тракт двигателя, отличающийся тем, что емкость с мелкодисперсной присадкой помещают непосредственно в потоке всасываемого работающим двигателем воздуха.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность. Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца. Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна. Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность. Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца. Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна. Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления. Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.




