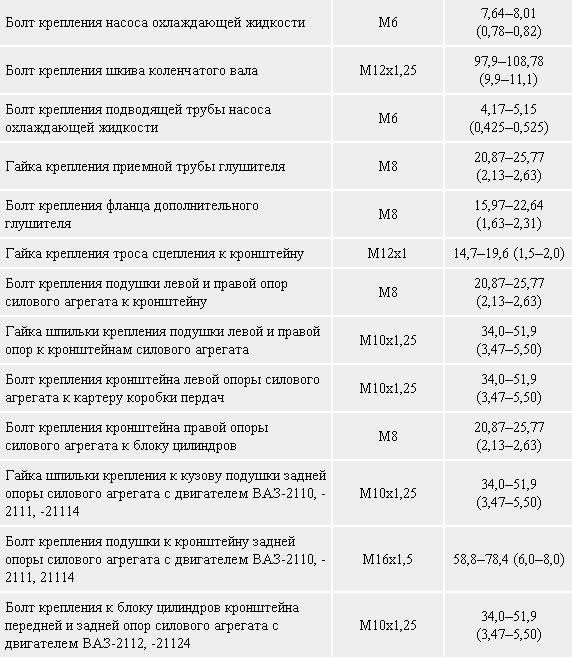
Требуемое осевое усилие болта
Соотношение между приложенным крутящим моментом и осевой силой или нагрузкой в болте может быть рассчитано по формуле T = K х F х d, где:
- T — крутящий момент гаечного ключа (Нм, в кг);
- K — константа, зависящая от материала и размера болта;
- d — номинальный диаметр болта (в метрах);
- F — осевое усилие болта (в кг).
Следует иметь в виду, что табличные показатели обычно являются грубым расчетом. Кроме того, точность динамометрического ключа обычно не превышает +-25%.
Приведенный ниже расчет можно использовать для вычисления крутящего момента, необходимого для достижения заданного осевого усилия болта или нагрузки. Способ является универсальным и может использоваться для неметрических и метрических единиц измерения до тех пор, пока использование единиц измерения является последовательным.
Обратите внимание, что стандартные сухие крутящие моменты обычно рассчитываются для создания растягивающего напряжения или осевой силы, а также нагрузки зажима в болте, которая равна 70% минимальной прочности на растяжение или 75% запаса прочности. Пример расчета: пробная нагрузка для метрического болта М30 является 373000 N
Крутящий момент, необходимый для достижения этого натяжения с помощью сухого болта, можно рассчитать следующим образом: Тсухой = (0,2) х (373000 Н) х (30 мм) х (10-3 м / мм) = 2238 (Н/м)
Пример расчета: пробная нагрузка для метрического болта М30 является 373000 N. Крутящий момент, необходимый для достижения этого натяжения с помощью сухого болта, можно рассчитать следующим образом: Тсухой = (0,2) х (373000 Н) х (30 мм) х (10-3 м / мм) = 2238 (Н/м).
Смазка болта маслом SAE 30 уменьшает крутящий момент, необходимый для достижения того же напряжения, примерно на 40%. Уменьшенный крутящий момент можно рассчитать по формуле ТSAE30 = (2238 Н/м) х (1 – (40%) / (100%)) = 1343 Н/м.
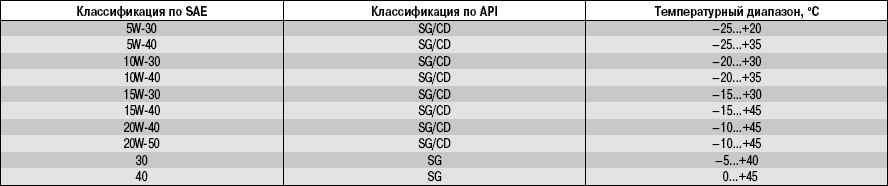
Особенности выполнения работ на примере некоторых авто
В разных автомобилях процедура выполняется по одному сценарию, но есть и нюансы.
ВАЗ-2112 16 клапанов
На 16 клапанной двенашке голова крепится при помощи 10 болтов. Каждый элемент должен ввинчиваться в определенном порядке в три приема.
- Первый проход выполняется на 20 Н*м.
- Далее нужно докрутить под 90 градусов каждый винт.
- Спустя 20-30 минут нужно еще раз выполнить пункт №2.
ВАЗ-2107
На семерке принцип действия немного отличается.
В первый проход затягиваются все болты, кроме №11 с усилием 3,5 кгс/м. Второй подход подразумевает усилие уже 11 кгс/м. Только при третьей протяжке закручивается винт №11 с показателем на ключе в 4 кило.
«Самара», 10-е семейство, Приора
На Самарах закручивание происходит от центра в 4 приема, где нужно сделать протяжку на 2, затем 8кг и следом еще две подтяжки по 90 градусов.
«Волга»
На стандартном моторе Волги ЗМЛ 402 присутствует 10 гаек крепления ГБЦ. Их нужно затягивать в указанной последовательности в два подхода с моментом 42 и 85 КГс/м.
После первых 2-3 пусков и 5000 км пробега следует обтянуть крепления.
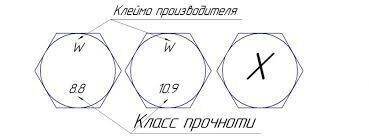
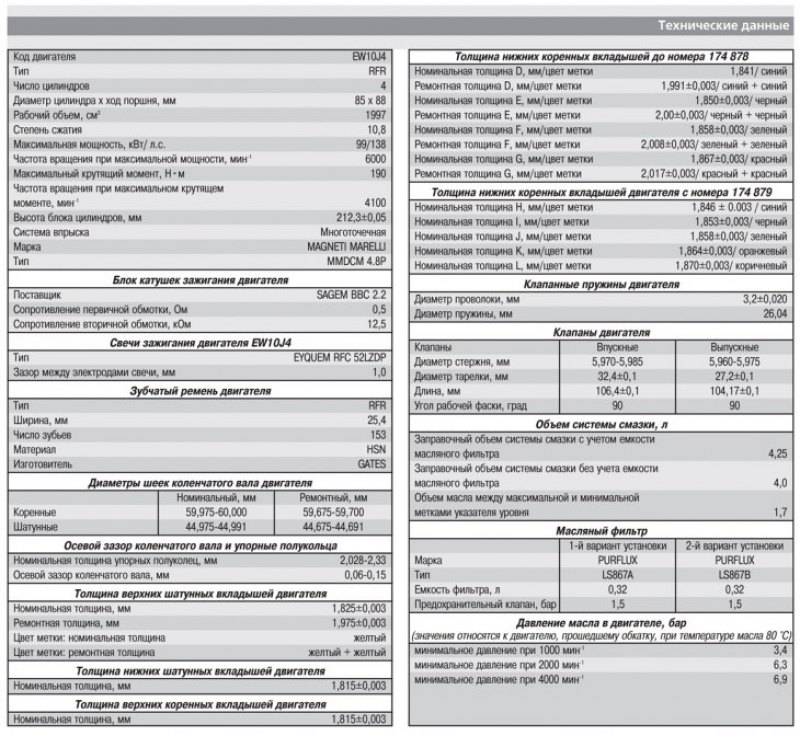
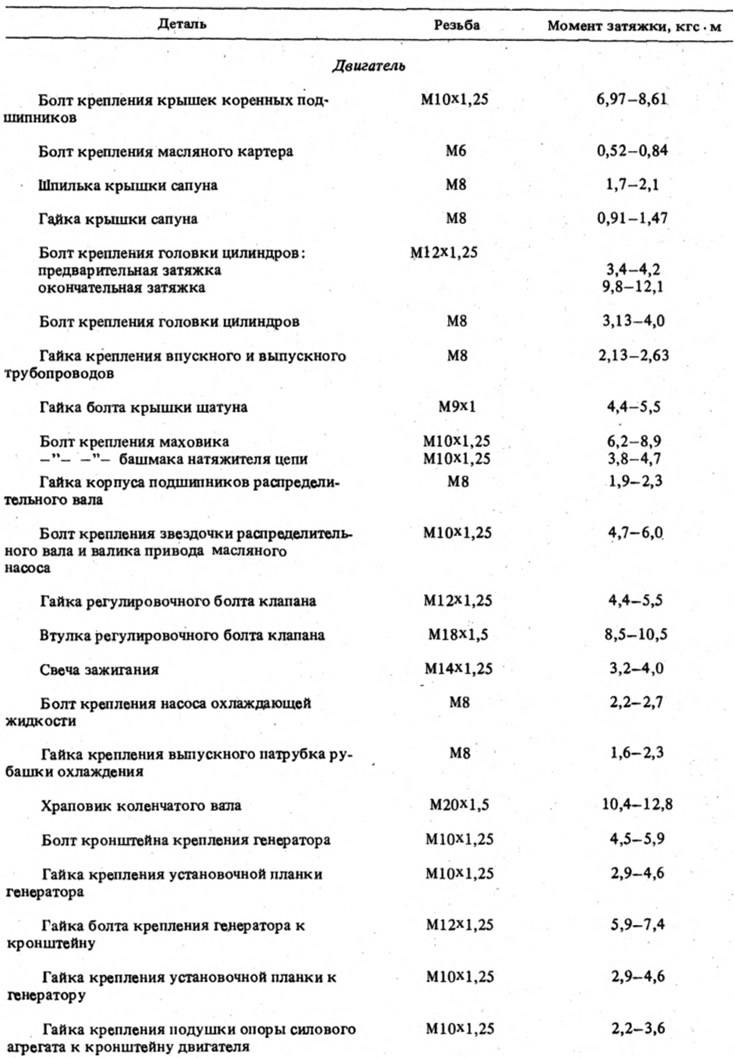
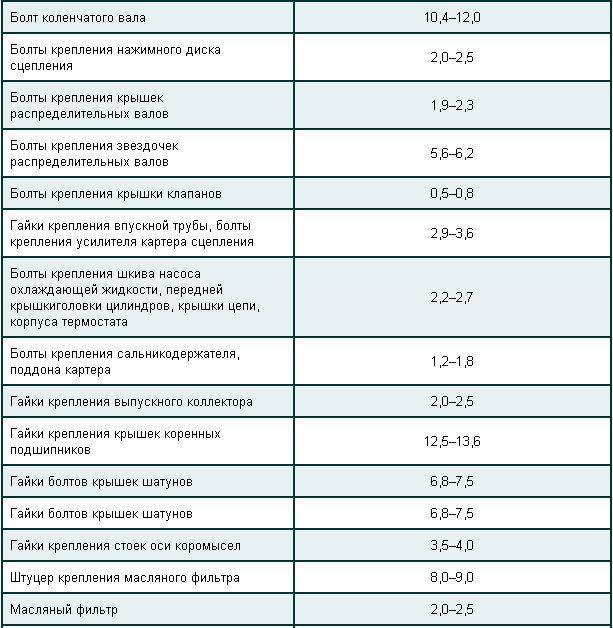
Усилие затяжки болтов головки блока цилиндров

Для ГБЦ классических моделей ВАЗ 2101-07 номиналом считается 8 кгс.м. Для других модификаций, данный момент не подойдет. В качестве образца можно принять ГБЦ мотора Хендай Д4ДД, где рекомендуемая норма составляет 18 кгс.м. Важным фактором является чистота выполнения операции. Перед ремонтом требуется уточнить на сколько закручиваний рассчитаны болты в конкретной модели двигателя. Некоторые автопроизводители делают элементы одноразовыми. Такое положение аргументируется риском повторного использования – болты могут попросту не выдержать второго приложения нагрузки.
Далее требуется перед установкой в обязательном порядке удалить из резьбовых каналов и самих винтов все загрязнения, смазку или пылевые остатки. В противном случае мусор может забить дно колодца, что не даст закрутить деталь полностью.

Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения о том, что каждая силовая установка имеет свои головные характеристики, рассмотрим нюансы проведения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Многочисленные модификации ВАЗ-2112 комплектовались 16-клапанными силовыми установками двух типов (заводские индексы — 21120 и 21124). Эти два двигателя, несмотря на некоторые особенности конструкции, имеют одинаковую технологию зажима головки.
В этих устройствах используются натяжные болты 93 мм. В этом случае допускается повторное использование крепежа, но при одном условии: если их длина не превышает 95 мм (если больше, их необходимо заменить). Для крепления головки используется 10 болтов.
Затяжка проводится в три подхода:
- Болты затягиваются по заказу с усилием 2 кг / м;
- Вращение на 90 градусов.;
- Повторное разгибание на 90 градусов.
Схема движения показана ниже.
Между 2-м и 3-м подходами нужно сделать перерыв на 20 минут.
Поскольку на этих двигателях используются тяговые болты, дополнительное натяжение при эксплуатации автомобиля не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов 8-клапанные.
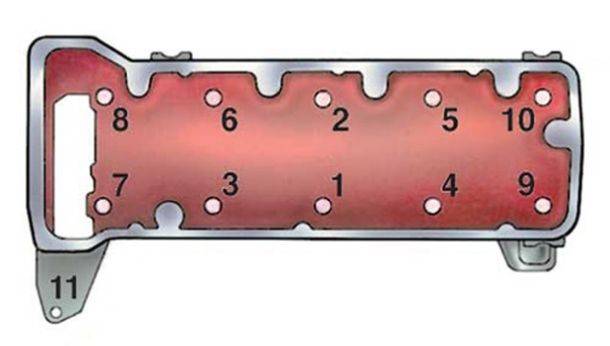
Головка блока крепится к ним 11 болтами, 10 из которых являются основными и 1 — вспомогательными боковыми болтами (устанавливаются в боковой планке).
На этом станке затяжка крепежа также выполняется в три подхода:
- 10 основных болтов затягиваются по заказу с усилием 3,5-4,0 кг / м;
- Те же болты достигают крутящего момента 11,5-12,0 кг / м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг / м.
Нет необходимости в дополнительной подтяжке ГБЦ при эксплуатации ВАЗ-2107.
«Самара», 10-е семейство, Приора
На моделях семейства Самара (2108-21099) помимо ВАЗ 2110-2112 с 8-клапанным агрегатом затяжка проводится уже в 4 подхода:
- Зажим с усилием 2,0 кг / м;
- Тяга с моментом 7,5-8,5 кг / м;
- Поверните на 90 градусов.;
- Возврат на 90 градусов.
Перерыв между пунктами 3.4 составляет 20 минут.



Что касается «десятого» семейства ВАЗ, оснащенного 16-клапанными двигателями, их технология зажима такая же, как у ВАЗ-2112 (описана выше).
То же касается и Lada Priora, на 8-клапанных агрегатах используется способ с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных — 3 подхода (ВАЗ 2112 с 16-клапанным двигателем).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на Волгу, согласно технической документации автопроизводителя, болты ГБЦ блока цилиндров затягиваются двумя способами:
- С силой 4,0-6,0 кг / м;
- С моментом 13,0-14,5 кг / м.
Но многие автовладельцы этого автомобиля отмечают, что данная технология не позволяет качественно притянуть ГБЦ, поэтому используют приемы с большим количеством подходов.
Самым распространенным является метод кроссовера, который выполняется в 4 этапа и требует обязательных действий:
- 4,0-4,3 кг / м2;
- 7,5 кг / кв.м;
- 11,0 кг / м2;
- 14,3-14,5 кг / м2.
При работе с этим двигателем не требуется последующей затяжки болтов.
Процесс замены для 16 клапанного авто
Процедура замены прокладки ГБЦ на ВАЗ 2112 с двигателями, которые имеют 8 и 16 клапанов похожа. Для ее проведения необходимо приготовить:
- набор накидных и гаечных ключей;
- динамометрический ключ;
- новый расходный материал;
- тару для слива ОЖ;
- чистые тряпки.
Для удобства проведения процедуры лучше воспользоваться эстакадой или смотровой ямой.

Мотор ВАЗ 2112 16 клапанов
Этапы
- В первую очередь следует обесточить автомобиль путем снятия минусовой клеммы с АКБ.
- Затем необходимо слить тосол в приготовленную емкость.
- Если ремонт осуществляется после поездки, то в топливной системе необходимо сбросить давление. Для этого нужно нажать на защелку и отсоединить провода топливного насоса от других проводов.
- На следующем этапе от выпускного коллектора необходимо отсоединить приемную трубу выхлопной системы.
- Далее снимается термостат.
- После откручивания гаек крепления кронштейна, его следует отвести в сторону.
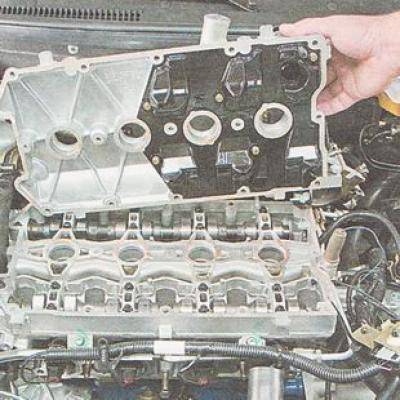
- Так как меняется только прокладка, головка демонтируется в сборе с распредвалами.
- Вместе с головкой блока цилиндров снимается корпус подшипников и топливная рама.
- Затем нужно отсоединить датчик, показывающий уровень давления масла в двигателе и датчик положения распредвалов.
- Далее ослабляем болт натяжителя и снимаем зубчатый ремень ГРМ, следом снимается натяжной ролик.
- Зубчатый шкив нужно зафиксировать, чтобы он не проворачивался. Затем следует отвернуть крепежный болт и снять его с шайбой.
- Далее, воспользовавшись двумя отвертками, нужно снять шкив с распредвала.
- На следующем шаге отсоединяется система охлаждения и датчик температуры ОЖ.
- Для окончательного демонтажа на силовом агрегате с 16 клапанами нужно вывернуть согласно схеме болты и вынуть их вместе с шайбами.
Вместе с ГБЦ снимается старая прокладка.
Демонтируем ГБЦ вместе с прокладкой
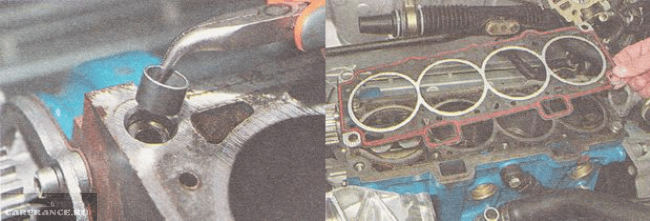
- Перед установкой нового расходника поверхность в месте соединения следует очистить от остатков старой прокладки и загрязнений.
- Резьбовые отверстия должны быть очищены от ОЖ и моторного масла.
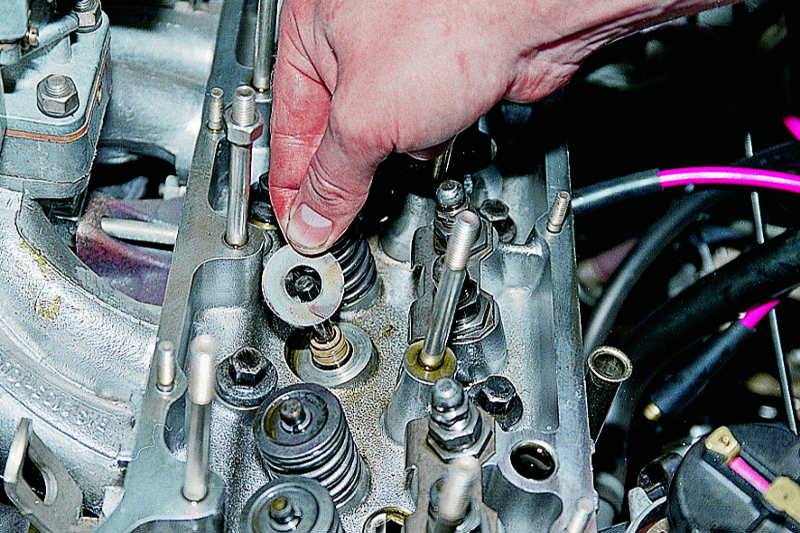
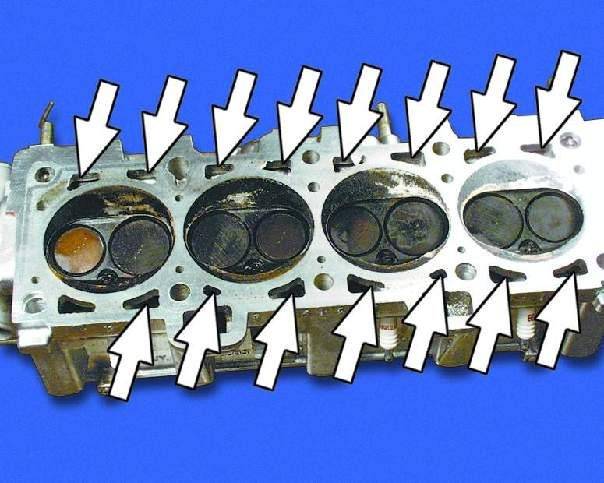
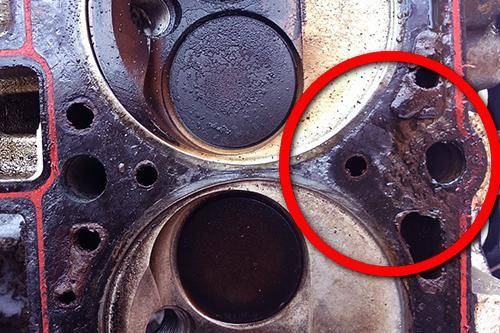
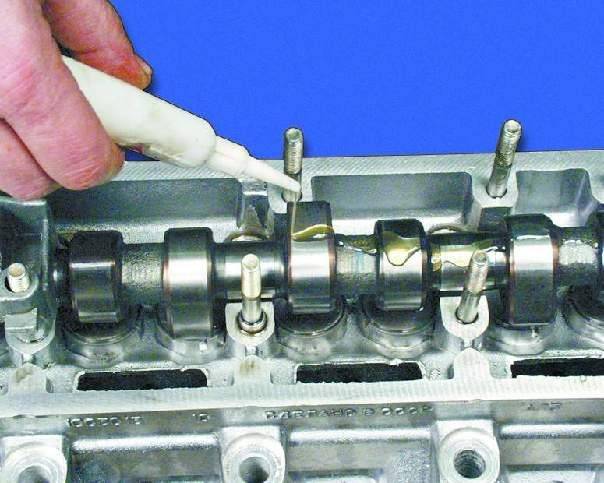
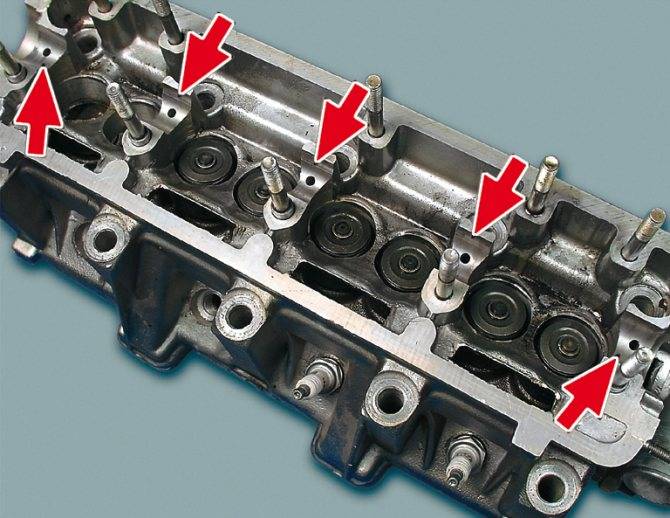
Новый расходник устанавливается по направляющим втулкам. Отверстие, через которое поступает масло, нужно разместить так, чтобы оно располагалось, как показано на фото.
Отверстие с медной оконтовкой
- Прежде чем монтировать головку блока цилиндров на место, следует проверить все метки на валах.
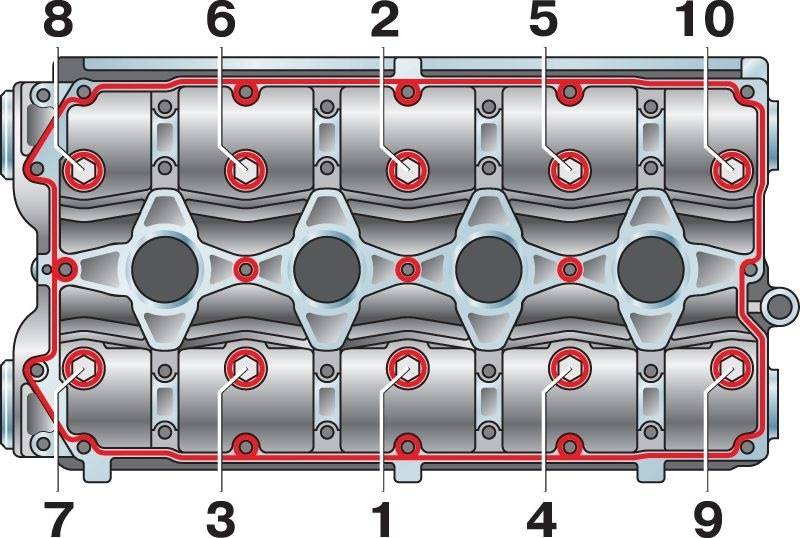
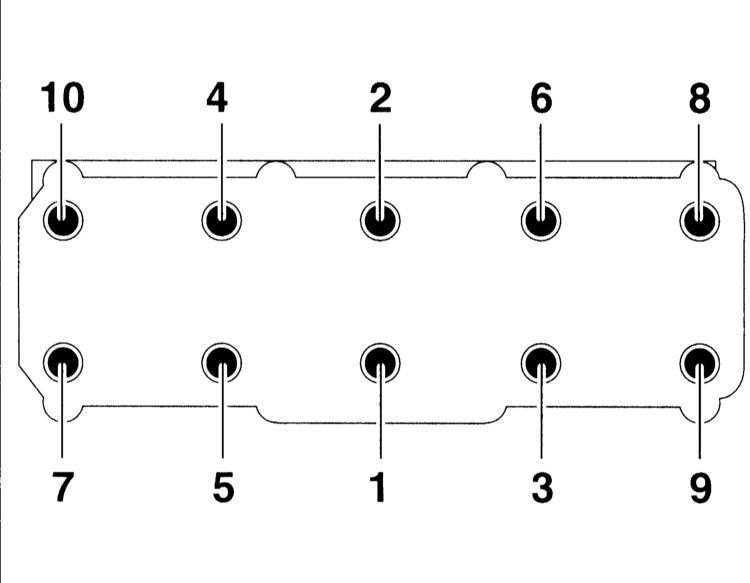
Закручиваются винты согласно схеме на фото в 4 этапа. Момент, с каким болты затягиваются, указан в инструкции по эксплуатации ВАЗ 2112.
Схема закручивания крепежных болтов
- Сборка осуществляется в обратной последовательности.
- После сборки выполняется необходимая регулировка клапанов и натяжение ремня ГРМ.
Таким образом, замена прокладки ГБЦ на ВАЗ 2112 16 клапанов — несложный процесс, важно, соблюдать последовательность разборки и сборки
Заменить прокладку на 16-клапанном двигателе достаточно непросто. Так, процесс может затянуться на целый день и конечно же потребуется еще одна пара рук, которая не только поможет поднять часть силового агрегата, но и разобрать-собрать все поточные детали
Особое внимание стоит уделить выбору запасной части, поскольку именно от ее качества будет зависеть многие факторы, одним из которых является попадания тосола в камеры сгорания
Как правильно затянуть?
Протянуть болты можно с помощью специалистов или самостоятельно. Если вы никогда прежде не сталкивались с необходимостью выполнения этой задачи, то ниже разберем, как сильно следует закручивать винты и в какой последовательности это делать.
Точно соблюдайте момент натяжки, поскольку если болты головки блока будут перетянуты, это приведет к появлению трещин и повреждению ГБЦ.
Если это случится, автовладельцу придется выполнять капитальный ремонт агрегата. Рабочая поверхность отверстия, а также резьбового соединения винта должны быть максимально чистыми. Для очистки цилиндров можно использовать железную проволочную щетку
Если в ходе выполнения задачи вы обнаружили «слепые» отверстия для винтов головки, то осторожно используйте смазку для обработки. Если объем вещества больше, чем требуется, возникнут сложности с установкой штифта до упора
Инструменты и материалы
Чтобы обтянуть ГБЦ, подготовьте только один инструмент — динамометрический ключ, который позволит определить силу затягивания винтов. Приобрести ключ лучше всего в специализированном магазине или арендовать на СТО, поскольку этот инструмент может использоваться только для закручивания и обтяжки. Эксплуатация обычного гаечного ключа не позволит определить, сколько килограмм составляет сила затяжки.
Канал «Ремонт Двигателя! И интересное!» обнародовал ролик, где описаны все нюансы выполнения процесса натяжки.
Алгоритм действий
Необходима очередность и сила, когда вы будете тянуть болты головки блока цилиндров:
- В соответствии с размещенной ниже схемой произведите натяжку всех болтов при помощи динамометрического ключа. Момент затяжки на первом круге закручивания креплений составит около 3,5 — 4,1 кгс/м. Сначала натягиваются болты, которые находятся в центре головки блока — сверху и снизу. После этого завинчиваются два верхних и нижних крепления, установленные сбоку от винтов, расположенных в центре. Затем производится натяжка двух крайних болтов. Учтите, что сначала надо натянуть левые штифты, а потом правые. Винт под номером 11, расположенный внизу слева, трогать не надо.
- Это первый круг натяжки. На втором этапе производится затягивание болтов в аналогичном порядке. Только сила, с которой натягиваются элементы крепления инструментом, будет 10,5 — 11,5 кгс/м.
- На третьем этапе производится натяжение болта, который отмечен номером 11 на схеме. Сила затягивания этого винта должна быть 3,5 — 4,0 кгс/м.
Автомобили ВАЗ семейства 2112 выпускались с . У этих двигателей головка блока цилиндров отличается впускными отверстиями. Других отличий, по идее, нет. И поэтому будет одинаковым, если говорить о любом 16-клапанном ДВС. Затяжка выполняется в три приёма, хотя в книгах по ремонту приводят другой вариант (он – для 8-клапанников).
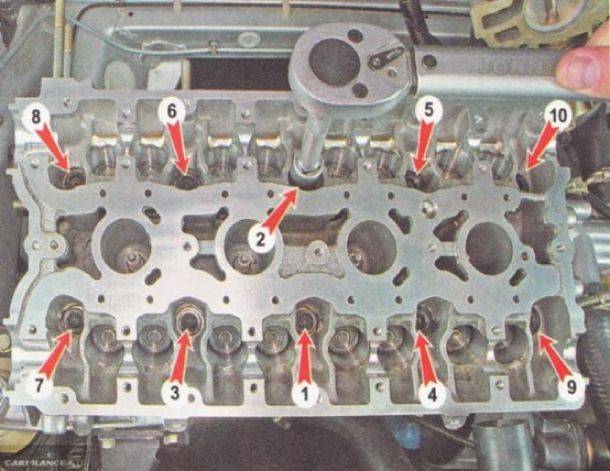
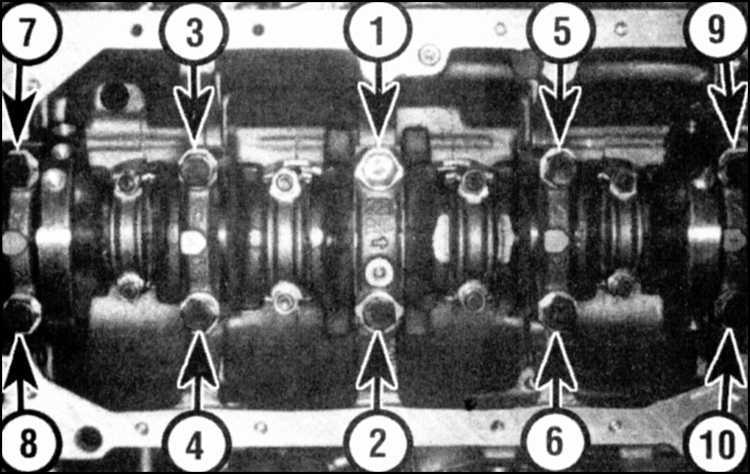
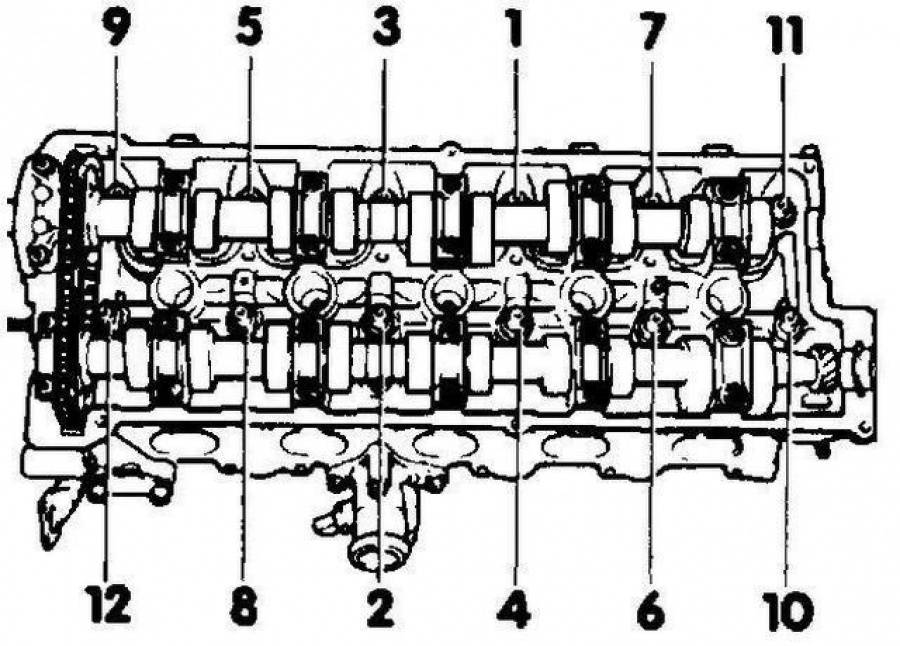
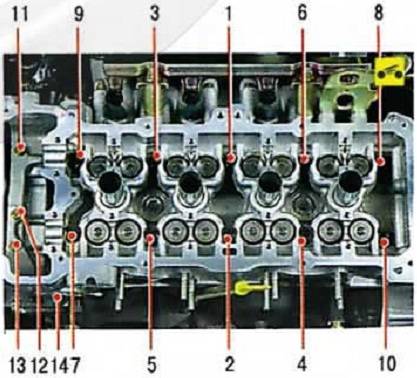
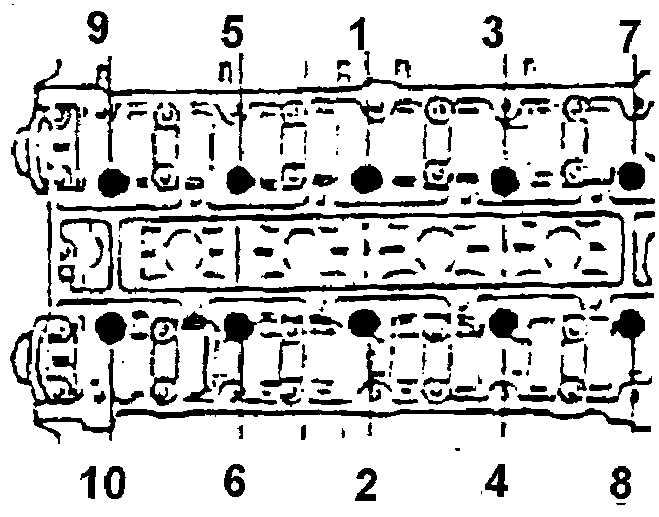
Деталь с названием ГБЦ крепится к блоку цилиндров 10-ю винтами. Их отворачивают торцовым ключом «на 10». представлен на первом фото.
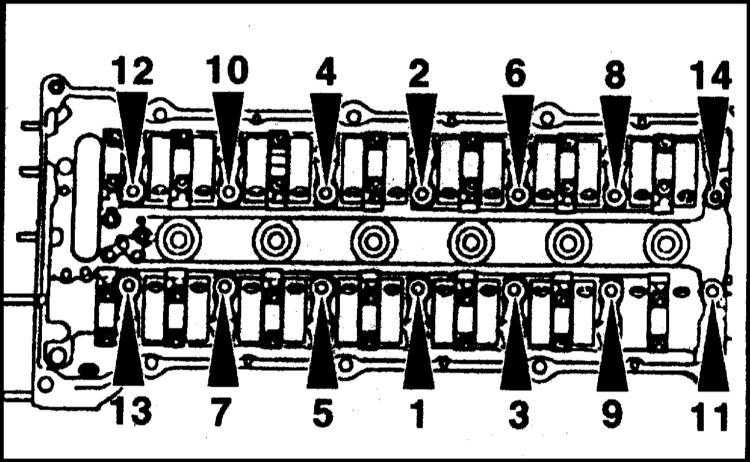

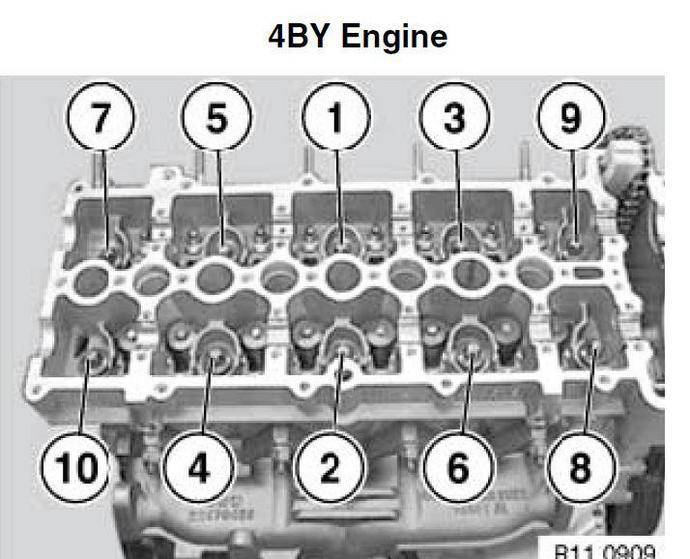
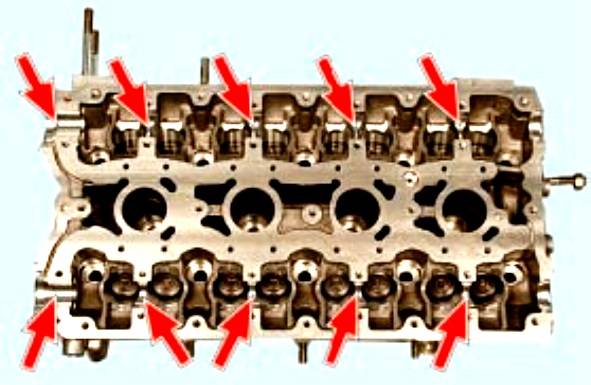
Последовательность отворачивания (1-10)
Стандартная длина винтов – 9
3 мм.
Если винт был вытянут хотя бы до 95 мм, его заменяют новым (требование АвтоВАЗа).
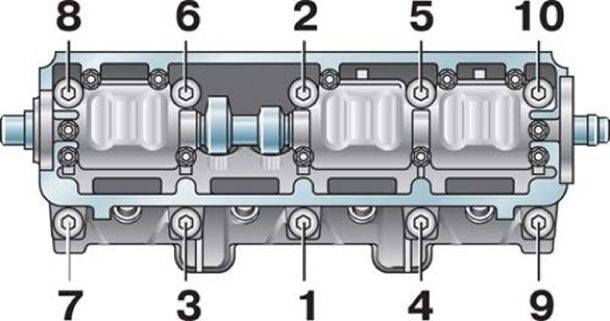
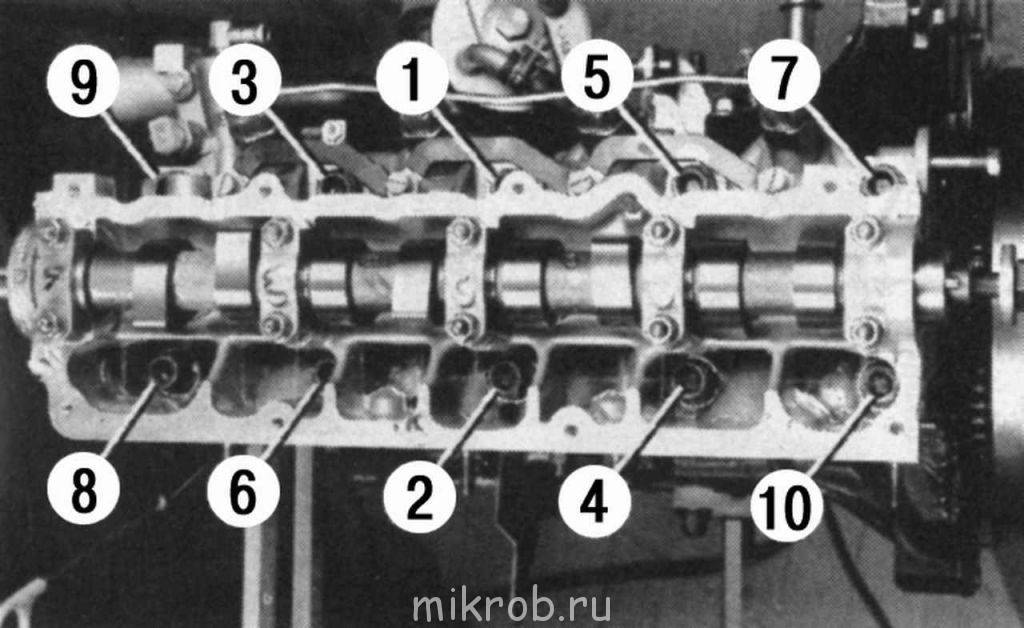
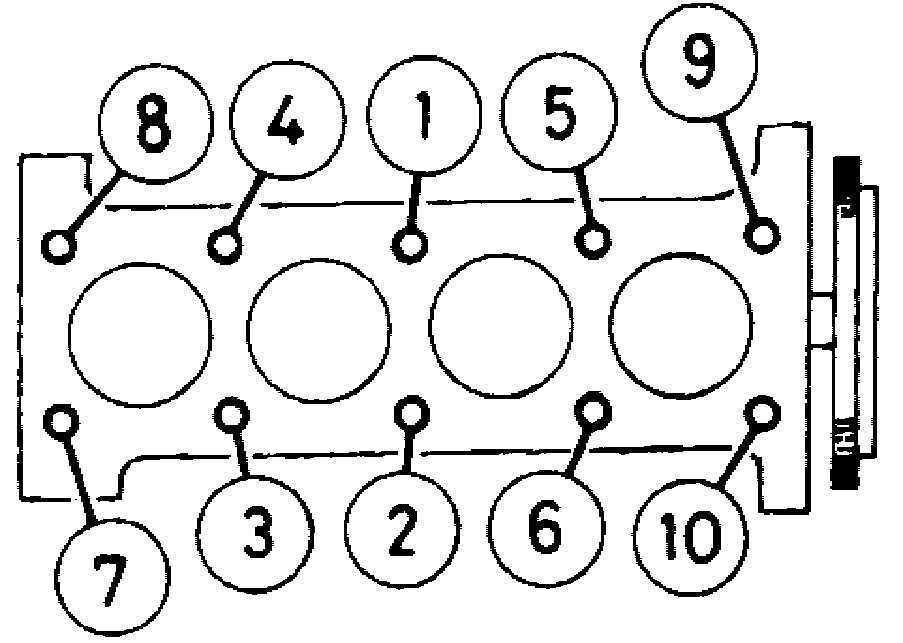
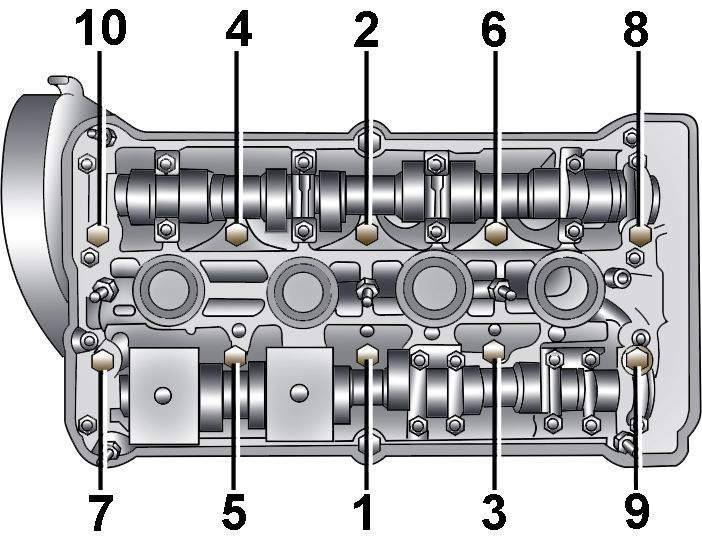
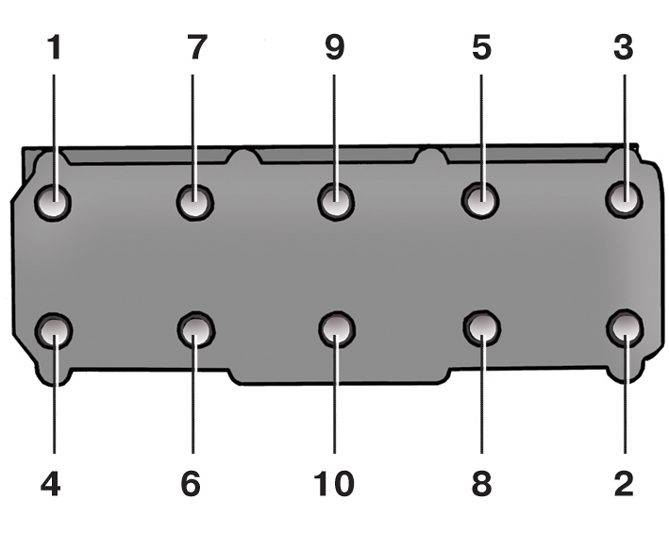
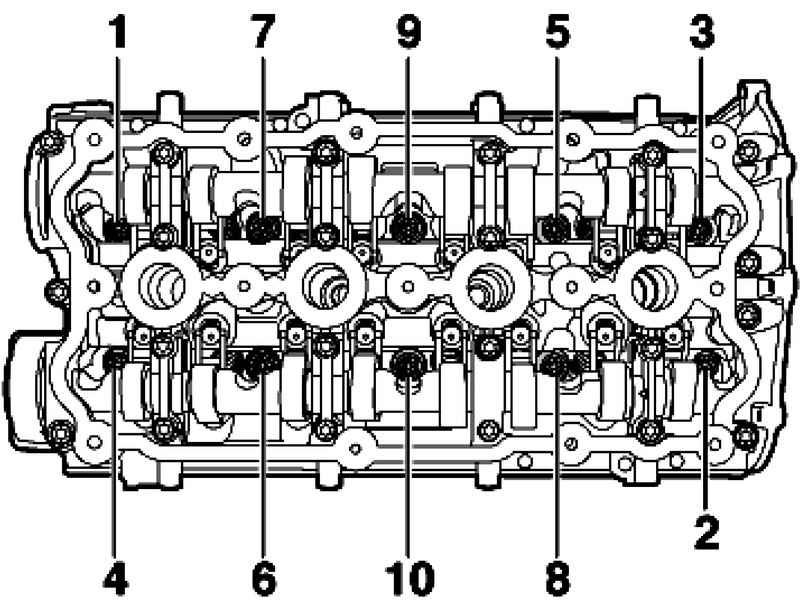
При монтаже используется другая схема (фото 2). Каждый винт смазывают машинным маслом, иначе усилия сведутся «на нет».
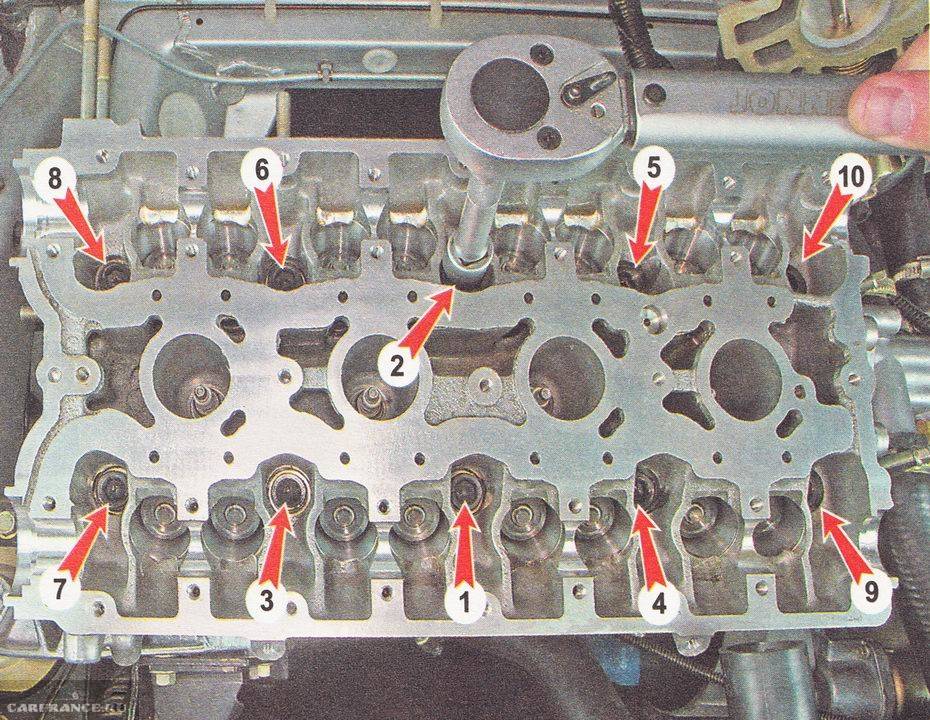
Порядок затяжки головки обозначен на этом фото
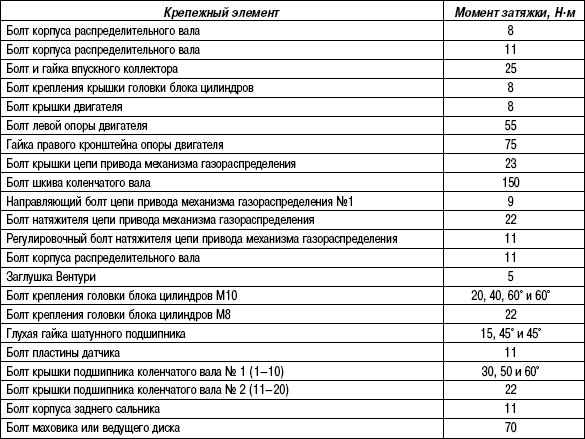
Момент затяжки болтов ГБЦ крышки
Для ВАЗ-2112 момент затяжки ГБЦ нормирован:
- Первый проход – усилие составляет 20 Н*м;
- Каждый винт доворачивают на 90 градусов вправо;
- Ждут 20 минут, затем винты доворачивают ещё на 90 градусов.
Сначала усилие – очень небольшое.
Но на «шаге 3» справиться с работой будет трудно. Используйте рычаг.
Зачем нужны направляющие втулки
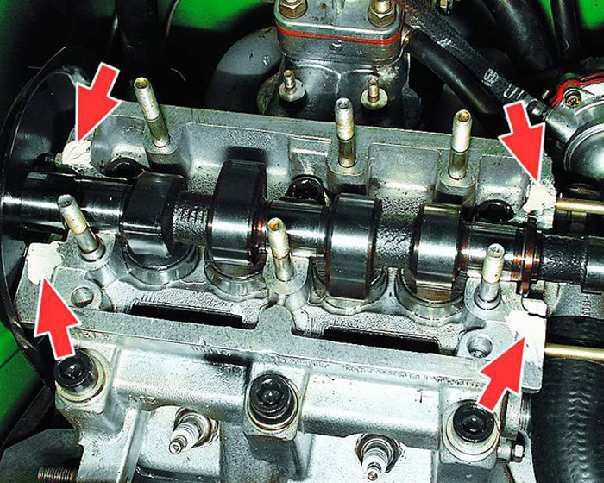
Перед монтажом ГБЦ выполняют действия: очищают резьбовые отверстия, а также все отверстия под втулки (фото 1). , и только затем .
Всё готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, должны быть обезжирены. Схему затяжки ГБЦ мы рассмотрели, но саму ГБЦ нужно устанавливать правильно:
- Размещаем ГБЦ на блоке цилиндров;
- Сдвигая деталь в разные стороны, добиваемся, чтобы втулки вошли в углубления.
После «шага 2» винты можно заворачивать.
Герметик
Никаких герметизирующих составов при установке прокладки не используют! Солидол, ЦИАТИМ и другие смазки не нужны тем более. Главное – металл надо обезжирить. А .
Периодичность и причины замены
По официальному регламенту прокладка головки блока цилиндров двигателя ВАЗ 2112 может отработать 200 тысяч километров пробега. Обычно после прохождения такого километража ресурс службы уплотнителя исчерпывается.
По каким причинам может потребоваться его замена:
- Естественный износ. Любая деталь или машинный узел обладают определенным сроком использования. Избежать естественного износа невозможно.
- Повреждение головки блока цилиндров, деформация либо прогиб. Это может стать поводом для пробоя прокладки и попадания на ее поверхность горячей охлаждающей жидкости.
- Закипание силового агрегата. Регулярная езда на автомобиле с перегретым двигателем станет причиной повреждения уплотнительного элемента.
Повреждение уплотнителя головки
Признаки замены
По каким «симптомам» можно понять, что пора поменять уплотнительную прокладку головки БЦ:
- Утечка моторной жидкости либо хладагента на стыке соединения головки с самим блоком. Если вы увидели масляные пятна в месте соприкосновения ГБЦ с БЦ, выполните диагностику состояния силового агрегата.
- Из выхлопной трубы машины выходит белый дым, практически пар, нехарактерный для отработанных газов. Это свидетельствует о попадании охлаждающей жидкости в цилиндры двигателя.
- Наличие пены в районе горловины расширительного резервуара в моторном отсеке автомобиля. Вещество вспенивается в результате попадания отработавших газов в систему охлаждения через пробитый уплотнитель.
- Наличие жирных маслянистых пятен в антифризе, что свидетельствует о плохом соединении и отсутствии герметичности.
- На измерительном щупе уровня моторной жидкости появился белый налет. Это говорит о том, что в смазочное вещество попал хладагент. Обычно это является следствием поврежденной прокладки.
Забираемся внутрь автомобиля
Тюнинг ВАЗ 21124 включает в себя изменения внутреннего мира автомобиля. Замена помпы и ремня грм ваз 2110, 2111, 2112, лада приора, лада гранта, лада калина. (16 клапанов) течет помпа?Как поменять помпу на 16 клапанном двигателе? В салон ВАЗа устанавливаются дополнительные приборы и улучшаются старые, устанавливаются: спортивные сидения, рулевое колесо и подушки безопасности. Для шикарного вида ВАЗа 21124 не хватает обивки дверей, новых подлокотников, салонных ручек и деревянных карманов.
В мире дизайна тюнинга машин, есть широкий ассортимент тканей ПВХ для перетяжки потолка, множество вариантов карт дверей и кожзаменителей, которые отличаются расцветкой и дизайном.
Красиво в новом ВАЗе 21124 смотрится консоль в спортивном стиле, особенно в желтом, красном или синем цвете. Сама замена ремня грм на 8-клапанном моторе лада гранта непосредственно своими руками, почти не отличается от таковой, выполняемой на версии 16 клапанов отечественной лада гранта. Не забудьте про подиумы для динамиков и колонок, они существуют различного диаметра, расцветки и модели.
По желанию в салон устанавливают накладки-уголки, дверные вставки, солнцезащитные козырьки, декоративное покрытие пола, все зависит только от Вашей фантазии.
Тюнинг ВАЗ 21124 фото
Тюнинг ВАЗ 21124 изменяет большую часть системы автомобиля, поэтому данное авто по праву можно относить к категории скоростных. Так приятно, когда на дороге, Ваша машина с легкостью обходит другие машины, легко двигается и не шумит при быстром разгоне. Установка турбины на ВАЗ 21124. качественной тормозной системы, рулевого управления, улучшенной подвески для маневренности и легкой управляемости – все это называется чип-тюнингом автомобиля.
Смазка колесных дисков
Существует несколько проблем, с которыми автолюбители сталкиваются. Прежде всего, это ржавчина. Со временем коррозия повреждает не только резьбу, но и саму шляпку. Однако эта проблема не касается тех метизов, которые с завода покрыты антикоррозийным составом.
Довольно часто болты прикипают. Это явление делает затруднительным использование электрического гайковерта. Сложно откручивать метизы и вручную. Когда головка болта при откручивании обламывается, многие владельцы транспортных средств говорят о недостаточном уровне смазки. Но относительно целесообразности применения смазочных материалов для резьбовой части колесных болтов ведутся споры. Одни автовладельцы утверждают, что смазывающие составы позволяют значительно продлить срок службы болтов. Другие являются противниками использования различных смазок для колесных болтов, поскольку считают, что масло может способствовать раскручиванию метизов во время движения авто.

Колесные болты обрабатывают смазывающими материалами, чтобы избежать коррозии и прикипания. Слой смазки препятствует негативному влиянию воды и воздуха, так как результатом такого взаимодействия может быть закисание и чрезмерная фиксация болтов в ступице.
Но большое количество смазки снижает уровень трения. Возможным также является и ослабление крепежа в результате применения смазывающего состава. Это основная причина, почему нельзя смазывать колесный болт. В результате постоянного воздействия вибрации метизы откручиваются, и потеря колеса на ходу становится неизбежной.





На практике такие ситуации происходят редко. К примеру, причиной чрезмерной фиксации крепежей является перетяжка во время предыдущего обслуживания колес. Водители могут самостоятельно дотянуть метиз до того уровня, когда демонтаж подручными средствами становится невозможным. Подобную ошибку допускают и специалисты на сервисных станциях. Используя гайковерты для колесных болтов, они не рассчитывают возможности пневматических устройств.
Смазка не является основной причиной откручивания метизов. Конусная часть болта предназначена для выполнения сразу нескольких функций:
- Центрируется колесо.
- Плотно фиксируется диск.
- Конус при монтаже создает клин, препятствующий самопроизвольному откручиванию на ходу.
Многие эксперты утверждают, что смазкой пользоваться можно. Это необязательная процедура, однако, состав может защитить резьбу от появления коррозии.
Тюнинг желтого железа
Ваз 21124 включает тюнинг «желтого железа», в котором устанавливаются стабилизаторы (для поворотливости), усилители и растяжки (для устойчивости на дорогах). Однако будьте осторожны с подделками данных деталей, в худшем случаи они навредят автомобилю, а в лучшем случаи Вы выкинете на ветер огромные деньги.
Почувствуйте себя настоящим водителем кольцевых гонок с «хэтчбеком» ВАЗа 21124. Все что Вам нужно, это установить дополнительные детали: шильдик (символы) на рукоятке авто, неоновую подсветку под днище авто, воздухозаборник на капот и крышу. Мощности машине добавит установка переднего и заднего бампера с аэродинамическим обвесом.
Порядок монтажа и демонтажа
Деталь с названием ГБЦ крепится к блоку цилиндров 10-ю винтами. Их отворачивают торцовым ключом «на 10». Порядок демонтажа ГБЦ представлен на первом фото.
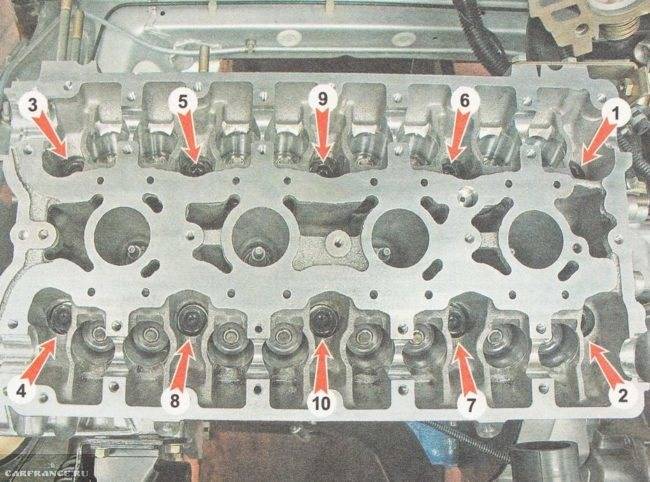
Последовательность отворачивания (1-10)
Стандартная длина винтов – 93 мм. Если винт был вытянут хотя бы до 95 мм, его заменяют новым (требование АвтоВАЗа).
При монтаже используется другая схема (фото 2). Каждый винт смазывают машинным маслом, иначе усилия сведутся «на нет».
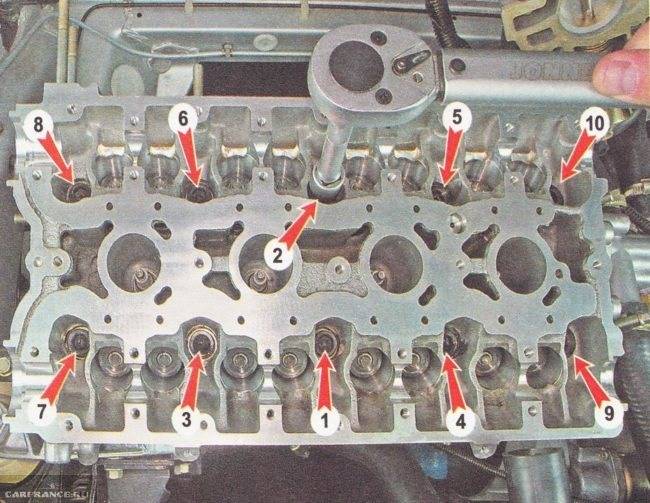
Порядок затяжки головки обозначен на этом фото
Момент затяжки болтов ГБЦ крышки
Для ВАЗ-2112 момент затяжки ГБЦ нормирован:
- Первый проход – усилие составляет 20 Н*м;
- Каждый винт доворачивают на 90 градусов вправо;
- Ждут 20 минут, затем винты доворачивают ещё на 90 градусов.
Сначала усилие – очень небольшое. Но на «шаге 3» справиться с работой будет трудно. Используйте рычаг.
Зачем нужны направляющие втулки
Перед монтажом ГБЦ выполняют действия: очищают резьбовые отверстия, а также все отверстия под втулки (фото 1). Каждую втулку устанавливают на место, и только затем сверху укладывают прокладку.
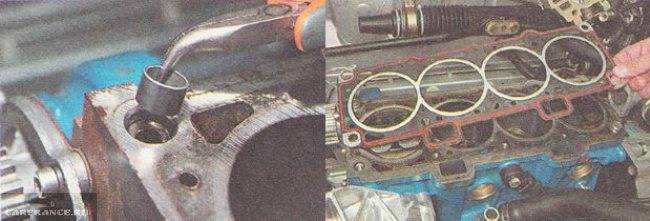
Всё готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, должны быть обезжирены. Схему затяжки ГБЦ мы рассмотрели, но саму ГБЦ нужно устанавливать правильно:
- Размещаем ГБЦ на блоке цилиндров;
- Сдвигая деталь в разные стороны, добиваемся, чтобы втулки вошли в углубления.
После «шага 2» винты можно заворачивать.
Герметик
Никаких герметизирующих составов при установке прокладки не используют! Солидол, ЦИАТИМ и другие смазки не нужны тем более. Главное – металл надо обезжирить. А прокладка ГБЦ должна быть новой.
Всем привет.
Прошлой осенью заметил капли масла в 4 цилиндре, и подтеки по всему периметру клапанной крышки. Зиму отъездил, пришла пора устранять проблему. Меняю все как обычно в комплексе.Что нам понадобится: 1) Герметик анаэробный «Locktite» 20 мл — 150р 2) Сальник распредвала БРТ (кат. номер 21080-1005034-00) 2 шт по — 240р пара 3) Заглушки распредвала 2 штуки ( кат. номер 21120-1003290-00) — 100р пара 4) Патрубки вентиляции картера для мотора 21126 (21126-1014240-00 (Е-газ)- тонкий длинный, 21124-1014058-00 верхний малый, 21120-1014056-00) нижний большой- 3 штуки — 250р комплект 5) Фильтр «Knecht» KL23of — 150р 6) Очиститель карбюратора — 150р 7) Прокладки впускного коллектора и дросселя — 150р комплект БРТ
Весь процесс разбора клапанной крышки не вижу смысла описывать. Мануалов полно, остановлюсь лишь на моментах, которые вызывают трудности
Снимаем крышку декоративную
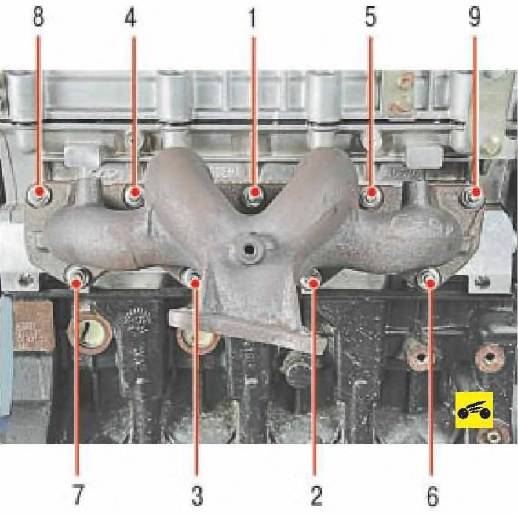
Все провода, шланги вентиляции, дроссель убираем. Рессивер закреплен на 2 болта и 3 гайки. Гайки с левым болтом откручиваются легко, подлезть можно. А вот с правым болтом проблема, генератор не дает.
У меня авто с кондиционером, Трубки мешаются. Возле гены находится два болтика, их убираем (на фото болтики видны). Когда будете вынимать впускной коллектор, трубки надо отогнуть, не бойтесь погнуть, там резиновые вставки. Снимаем ремень генератора, откручиваем верхнее крепление и аккуратно монтировкой отодвигаем гену в сторону радиатора.
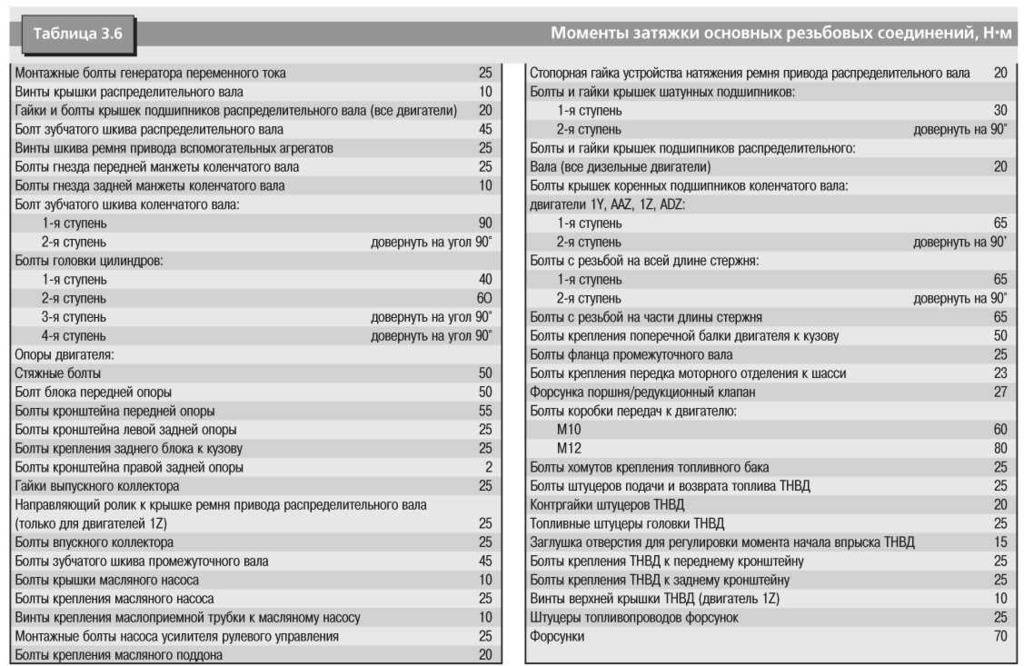
Многие автомобилисты слышали, что необходимо правильно затягивать резьбовые соединения на 16-клапанном двигателе ВАЗ-2112, но никогда этого сами не делали. Так, момент затяжки определяется изготовителем и указан в сервисных мануалах по ремонту.


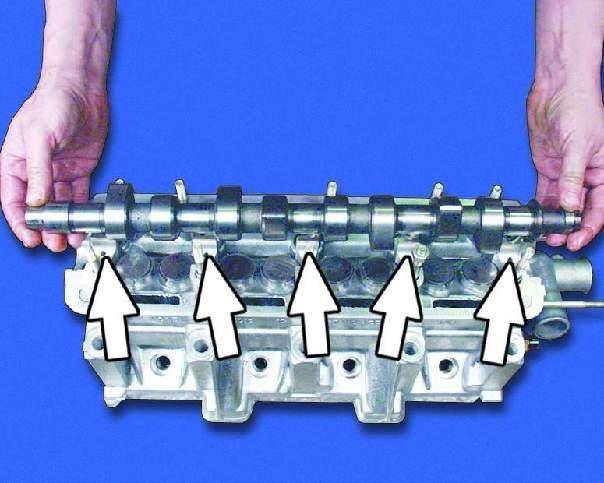
Видео об установке распредвалов и разрезных шестерней на 16 клапанный мотор
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ. Выполнять эту операцию обычными ключами не рекомендуется; Болты головки необходимо тянуть плавно, рывки не допускаются
Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой; Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно. Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи
Выполнять эту операцию обычными ключами не рекомендуется; Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой; Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно. Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Порядок проведения монтажа и демонтажа
Блок цилиндра является основой крепления головки, которая держится на 10 винтах. Отворачивание осуществляется особым торцевым ключом – «десяткой».
На фото продемонстрирован правильный порядок отворачивания:
- Верхний правый угловой.
- Нижний правый угловой.
- Верхний левый угловой.
- Нижний левый угловой.
- Верхний второй слева.
- Верхний второй справа.
- Второй нижний справа.
- Второй нижний слева.
- Верхний посередине.
- Нижний посередине.
Соблюдая исключительно такую последовательность можно избежать деформации болтов и резьбы, а также других неприятных моментов.
Конструкция узла довольно сложная, хоть на первый взгляд и кажется примитивной.
Головка крепится болтами или шпильками к блоку и закрывает сверху цилиндры. Посадочная площадь у верхнего элемента весьма большая, потому правильная последовательность затягивания резьбовых соединений с конкретным усилием очень важна. Раньше на старых моделях авто ставили чугунные элементы данного узла, с которыми было проще работать. Сейчас же преимущественно используют более мягкий, легкий и пластичный алюминий, при работе с которым очень легко повредить какой-то цилиндр. Еще чугун гораздо устойчивее к термоусадке и деформациям, что не позволяет пока полностью от него отказаться.
Стандартный размер винтов в рассматриваемой нами модели – 93 мм. Если хоть один вытягивается даже на пару миллиметров, он тут же подлежит замене.
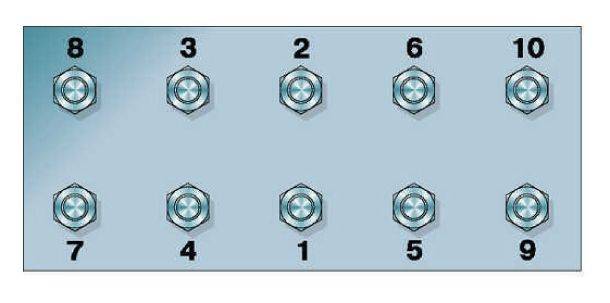
Последовательность монтажа отличается от вышеуказанного порядка и есть на фото:
- Средний нижний.
- Верхний нижний.
- Нижний второй слева.
- Нижний второй справа.
- Верхний второй справа.
- Верхний второй слева.
- Нижний угловой слева.
- Верхний угловой слева.
- Нижний угловой справа.
- Верхний угловой справа.
Нормы момента натяжения:
- Усилие на первом этапе – 20 Н*м.
- Каждый элемент стоит доворачивать вправо на 90 о .
- После 20 минут ожидания необходимо доворачивать еще на 90 о .
Первоначальное усилие – небольшое. Но с третьего этапа работа становится труднее, потому используется рычаг. Если у вас возникли какие-то сложности с процессом натяжки, просмотрите видеоурок, в котором все подробно показано и объяснено.
Установка ГБЦ под турбину на ДВС мало чем отличается от выше рассмотренного варианта, но в случае возникновения несоответствий или других проблем, лучше обратиться за советом или помощью к квалифицированным специалистам.
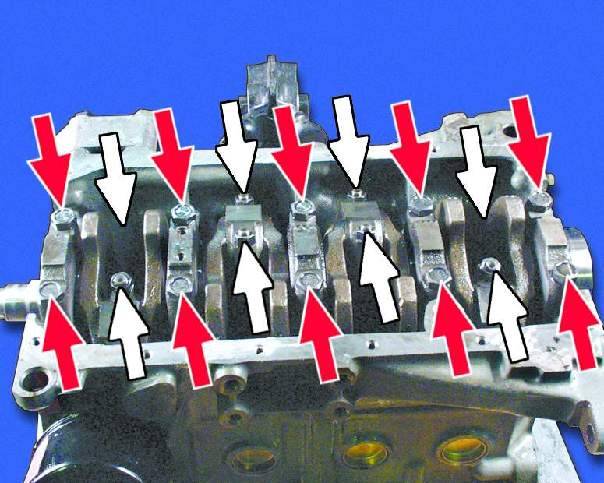
Переходим к блоку цилиндров
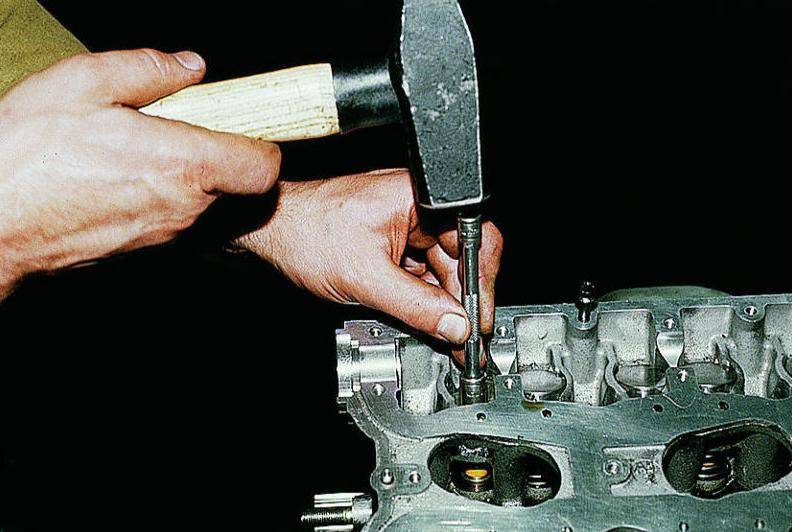
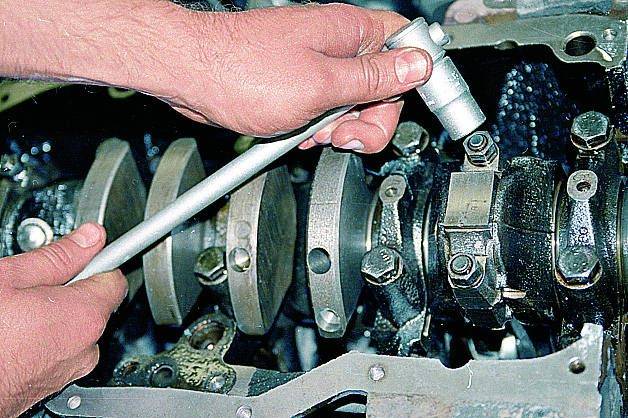
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.




Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же.

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
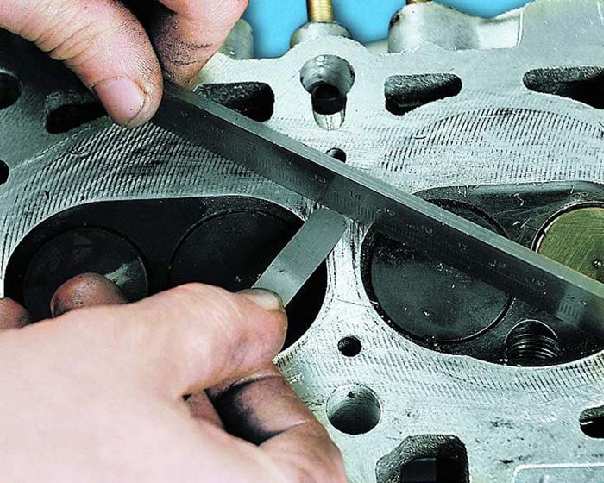
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру.
По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.

Щупами замеряем зазор.

Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо.
Кольца в канавках поршня должны обязательно легко вращаться.




