Правила подготовки металла
Для того чтобы получить максимально качественные сварные швы, необходимо выполнить ряд условий, а именно:
снизить в помещении, где будет выполняться сварочный процесс, уровень влажности до минимально возможной. Данное действие необходимо для того, чтобы снизить риск поражения электрическим током человека, который будет выполнять работы. Кроме того, снижение влажности положительным образом скажется на сварочном шве, так как меньше риск попадания микроскопических капелек воды в шов с образованием микро-раковин, что может в дальнейшем привести к разрушению шва;
очистить металл, который предстоит варить. Под очисткой в данном случае понимается полное удаление лакокрасочных покрытий, снятие коррозийных образований и удаление тех кузовных и иных элементов, которые существенным образом могут затруднить процесс сварки;
в некоторых случаях (особенно при большой степени коррозионных повреждений) рекомендуется обрабатывать те края, где будет проходить сварка, специальными грунтовками
Однако прибегать к данному способу укрепления металла следует очень осторожно, так как излишнее нанесение каких-либо покрытий на металл может повлечь за собой усиленное плавление или горение металла.
Подготовка кузова
Очень важным этапом в восстановлении кузова являются подготовительные работы. В первую очередь необходимо правильно оценить состояние частей кузова.
И для этого придется автомобиль разобрать:
- Демонтировать салон, причем полностью (снять сиденья, обшивку, приборную панель, возможно придется демонтировать двери);
- Снять крылья;
- Извлечь все из багажника;
- Удалить старые следы обработки кузова.
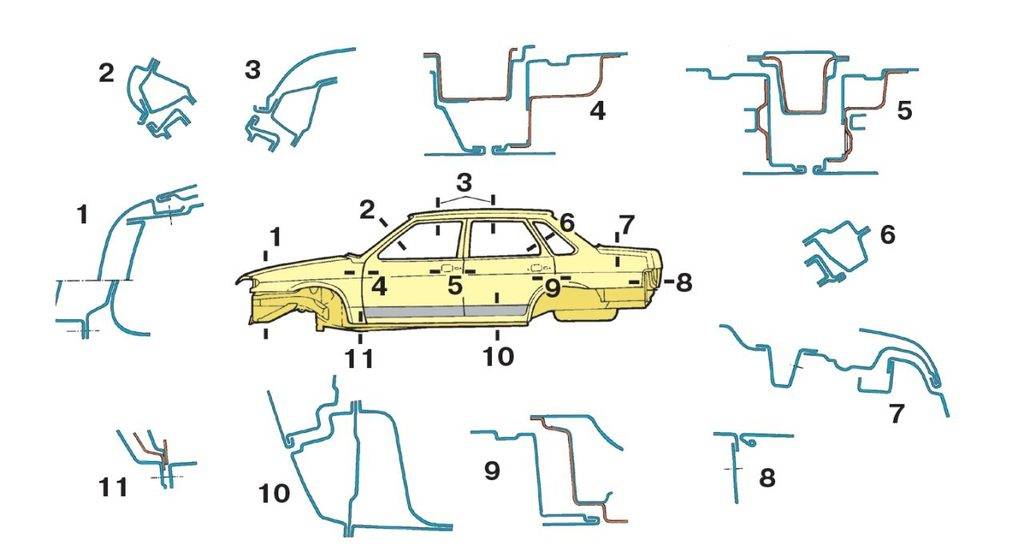
Как уже отмечено первые очаги коррозии появляются на днище, порогах и колесных арках
Именно на них и нужно обратить внимание в первую очередь
Что касается порогов, то очень часто ржавчина у них располагается внутри, поэтому для оценки их состояния придется срезать короба (если на них есть коррозия, то делать это придется в любом случае).

Вторым важным моментом подготовительных работ является определение границ участков, которые требуют замены.
Если, к примеру, в днище имеются дыры, то вырезать нужно участок с достаточно хорошими отступами, поскольку металл возле дыры уже «заражен» коррозией.
При этом не стоит вырезать все, что имеет на поверхности следы ржавчины. На многих участках коррозия только поверхностная и для ее устранения достаточно провести обработку химическими средствами с последующей антикоррозионной обработкой.
В общем, замене должны подвергаться только те элементы, которые уже прогнили или коррозия сильно изменила структуру металла (они в скором времени прогниют).
Выявить такие участки не сложно, достаточно отверткой поковырять поверхность, и оценить их состояние.

После вырезания всех проблемных участков подготавливаем материал на замену.
Если это внешние элементы, то на авторынке придется приобретать требуемые кузовные элементы (крылья, коробы порогов, и сами пороги).
Для днища, если вырезанные участи – небольшие, подойдет практически любой металл нужной толщины, но все же лучше использовать кузовной металл. В случае же габаритный частей, то лучше приобрести новое днище.










Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
 После сварочных работ, необходимо обработать кузов против коррозии
После сварочных работ, необходимо обработать кузов против коррозии
Как правильно резать раму?
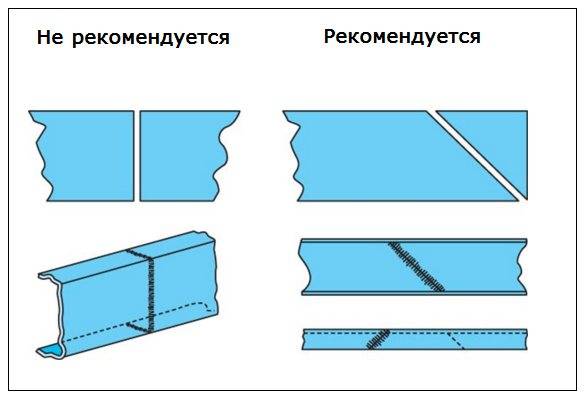
Не делайте срезы и не сваривайте поперёк нагрузки
- Не делайте срезов поперёк балок. Так, после сварки, не создаётся зон с концентрацией напряжения. Срез можно делать под углом 45 или 30 градусов, либо в виде «Z». Это даст больше площади для сварки. Так нагрузка будет распределяться на более масштабный шов.
- Нужно предварительно отметить линии среза рамы. Используйте широкую малярную ленту, чтобы разметить все срезы. Её можно наклеить и чертить будет легче на ней.
- Избегайте резать раму на неровных секциях, таких как изгибы, арки, впадины.
- Приварите, зачистите шов до уровня поверхности и потом приварите усиливающую накладку.
Сварка кузова автомобиля
Кузов – это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
 Cварка автомобиля сделанная своими руками
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы – нержавейку, алюминий или сплавы других металлов
При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.








2. “Зарядите” полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
https://youtube.com/watch?v=zeQgu0OJrvU
После этого требуется вручную завести конец проволоки на 10 – 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить
Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно
Неотвратимость процессов ржавления кузова
Автопроизводители постоянно повышают качество своей продукции. Автомобили оснащаются силовыми установками и трансмиссиями, способными отработать значительный срок без проведения капитального ремонта.
Но есть и составляющие, которые даже при самых современных технологиях могут очень быстро получить повреждения. К таким частям можно отнести кузов.
Несущая часть авто постоянно подвергается негативному воздействию окружающей среды. Влага, химические средства, резкие перепады температур становятся причиной возникновения коррозионных процессов, которые, если не принимать мер, могут нанести существенный ущерб кузову, и сделать его практически непригодным для использования.

Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Выбор оборудования для аргонно-дуговой сварки зависит от типа сваривания.
Сварка металлов может быть абсолютно безвредной для здоровья. Интересный материал в статье по https://elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.









Диагностика рамы
- Если есть подозрения искривления рамы, то нужно сделать диагональные замеры между контрольными точками (см. “Измерение геометрии кузова”), чтобы точно определить, куда произошло смещение.
- Для длинномерных рамных транспортных средств есть несколько методов измерения рамы для определения искажения. Все методы используют прямую линию как исходную координату и сравнивают раму с этой линией, чтобы определить прямолинейность рамы. Методы определения прямой исходной линии включают использование лазерного луча, натягивание шнура.
- Использование лазера является точным методом. Лазер настраивается на один конец рамы, примерно 5 см от края рамы и направляется вдоль рамы на другой конец, на то же расстояние от края рамы. Часть плоского материала, такого как картон, удерживается у рамы. Это делается в нескольких точках вдоль рамы. Измерения записываются и, в идеале, должны совпадать на всех точках. Отклонение будет означать искривление рамы. Также можно проверять высоту. Если она отклоняется вверх или вниз, то это означает изгиб в раме.
- Метод со шнуром является подобным методом, как и лазер, кроме того, что лазер заменяется шнуром.
- Тест отвесом не требует специального оборудования и подходит, если слишком много преград вдоль рамы, мешающих измерению и сложных в демонтаже. Метод использует отвес, чтобы пометить точки на полу мастерской, и шнур, чтобы соединить эти точки. Симметричные точки выбираются на нижней части балок рамы. Отвес опускается от внешней стороны симметричных точек, чтобы сделать пометки мелом на полу. Точки соединяются. Все диагонали должны пересекать центральную линию, если рама ровная. Допуск для каждой проверки зависит от размера рамы, но 6 мм обычно 6 мм отклонения считается максимумом.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Как правильно восстанавливать кузов?
Важным условием для успешного сваривания кузова является правильная настройка аппарата.
Поэтому перед началом работ следует делать проверку на подручных материалах.
Просто берем два куска металла соответствующей толщины и пытаемся их сварить, причем обязательно используем тот же метод, что и будет использован на кузове (внахлест или встык, стежками или посредством отверстий). В процессе проверки подстраиваем аппарат.
Важно добиться, чтобы не было прожига, а также металл хорошо плавился и соединялся между собой. При использовании инвертора важно подобрать толщину электрода и сварочный ток
Как правило на 1 мм электрода необходимо 30-40 Ампер тока. Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице
При использовании инвертора важно подобрать толщину электрода и сварочный ток. Как правило на 1 мм электрода необходимо 30-40 Ампер тока
Поэтому на электрод 2,5 мм нужно 75-100 Ампер. Также нужно учитывать и толщину металла, поэтому правильные данные указаны в таблице.











Но это при условии, что сеть выдает 220В
При падении напряжения в сети подбор тока может усложнится, поэтому важно перед основными работами делать проверочную сварку
Также не стоит последовательно приваривать деталь (приложили и начали варить от края к краю), поскольку из-за этого элемент может «повести».
Следует поступать так: приложили деталь, прихватили ее в нескольких местах, и только после этого проходим по всему периметру.
После приваривания элемента места сварки необходимо зачистить от флюса. Если это внешний элемент, придется стачивать их, чтобы обеспечить ровную поверхность.
Если привариваемый элемент собой будет закрывать что-то (к примеру, короб порога), то внутренние поверхности необходимо обработать ингибиторами коррозии, а затем покрыть антикоррозионными материалами. Полученные швы также следует качественно обработать.
Что касается внешних деталей, то вся поверхность шпаклюется и грунтуется, чтобы полностью скрыть следы сварки, после чего кузовные части подвергаются покраске.
Сварка инвертором
Выбор инвертора является хорошим ответом на вопрос, каким сварочным аппаратом варить машину. С ним нетрудно справиться, поэтому сварочный аппарат для ремонта авто своими руками в виде инвертора является самым подходящим вариантом. Инвертор отличается высокой производительностью.
Сварка инвертором автомобиля обладает следующими достоинствами:
- быстрый нагрев свариваемых поверхностей;
- независимость от работы электросети;
- простота розжига дуги;
- экономичное потребление электричества;
- небольшое количество дефектов;
- простота применения.
Для его использования потребуется подключение к электросети 220 Вт. К сварке инвертором можно приступать только после тщательного очищения соединяемых поверхностей. С помощью инвертора также можно ставить заплатки на проблемные места.
Простота применения сварки инвертором авто сочетается с получением результатов высокого качества. Можно ли варить машину инверторной сваркой имеет неоднозначный ответ. Разумеется, можно, но целесообразно делать это, сваривая толстые детали, к которым, в частности относятся днище и лонжероны. К тому же следует учитывать немалую стоимость этого оборудования. Как варить машину инверторной сваркой, можно узнать, внимательно изучив прилагаемую к прибору инструкцию по эксплуатации.
Чтобы грамотно выбрать для автомобиля сварочный аппарат в виде инвертора следует учитывать следующие моменты:
- Устойчивость к перепадам напряжения.
- Предельные температуры, при которых может использоваться оборудование, подвергнувшееся сварке с помощью инвертора.
- Диаметры электродов, используемых в инверторе.
Электроды диаметром два миллиметра применяют для тонких деталей — на крыльях и дверках, а диаметром четыре миллиметра — для работ на кузове.
Перед тем, как начинать автомобильные сварочные работы, следует обратить внимание на влажность помещения, где будет происходить процесс и обеспечить его минимальное значение. Это снизит вероятность попадания капелек воды в шов при сварке, что может вызвать образование маленьких раковин и разрушение шва
При существенных коррозионных повреждениях края будущего шва обрабатывают специальной грунтовкой.
Сварка машины инвертором применяется, если необходимо произвести ремонтные работы в области багажника, под крыльями, а также другими скрытыми участками автомобиля.
Желательно выбирать инвертор с плавной регулировкой. При сварке инвертором тонкостенных деталей автомобиля следует устанавливать обратную полярность. Это поможет избежать появления прожогов деталей и изменение их формы.










Правила инверторной сварки кузова автомобиля
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором.
Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам.
Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.




